

In addition, ready-made manual valve holders are on sale.
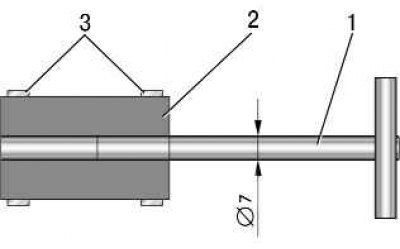
Pic. 5.13. Valve lapping tool: 1 - metal rod; 2 - rubber hose; 3 - screw clamps
In their absence, you can use a device made according to the drawing (pic. 5.13).
In addition, you will need: lapping paste, kerosene, a weak spring, passing through the valve seat hole along the outer diameter.
1. Clean the valve from carbon deposits.

2. Apply a thin, continuous layer of lapping paste to the valve face.

3. Place a pre-selected spring on the valve stem and insert the valve into the guide sleeve from the combustion chamber side, lubricating the valve stem with a layer of graphite grease.
Note. Graphite grease keeps the guide bushing free of lapping paste abrasive and facilitates valve rotation during lapping.
4. Place a valve lapping tool on the valve stem (or with some tightness a rubber tube to connect the valve to a reversible drill).
5. Turning on the drill at the minimum speed (in reverse mode) or rotating fixture (in case of manual lapping) alternately in both directions for half a turn, lap the valve, periodically pressing it to the seat, then loosening the pressing force.

6. An external sign of satisfactory lapping is the uniform matte gray color of the valve face..
7.... and valve seats in the block head.

8. After lapping, thoroughly wipe the valve and seat with a clean cloth and rinse to remove any remaining lapping paste. Check the tightness of the valve, for which install it with springs and crackers in the head. Then put the head with the combustion chambers up, plug the spark plug hole and pour kerosene into the combustion chamber. If kerosene does not seep into the channel of the block head within 3 minutes, the valve is tight.