
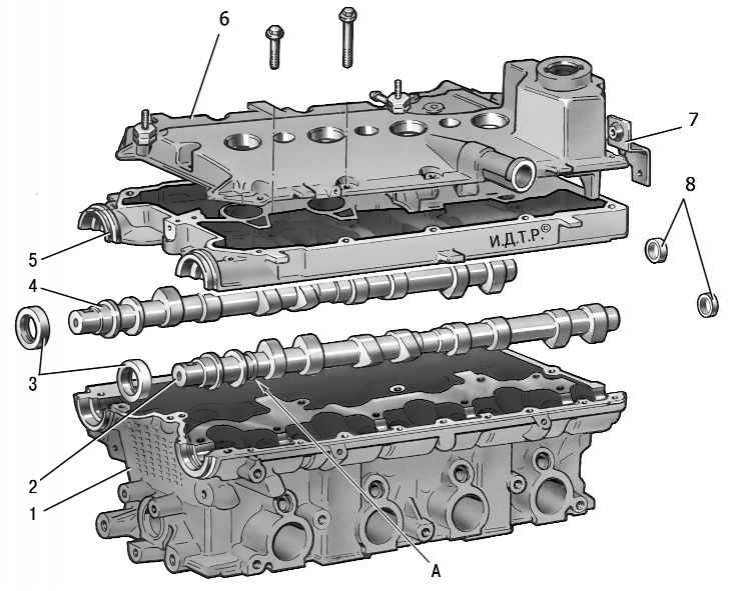
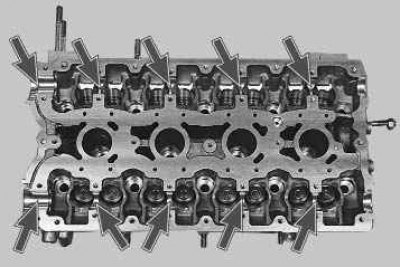
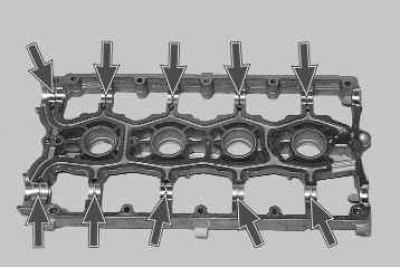
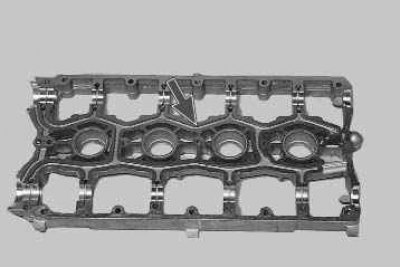
Мал . 5.9. Деталі головки блоку циліндрів: 1 – головка блоку; 2 – впускний розподільчий вал; 3 – сальник; 4 – випускний розподільчий вал; 5 – корпус підшипників розподільчих валів; 6 – кришка головки блоку; 7 – кронштейн кріплення джгута дротів; 8 – заглушки; А – відмінний поясок впускного розподільного валу
Головка 1 (рис. 5.9) блоку циліндрів загальна для чотирьох циліндрів, відлита з алюмінієвого сплаву з камерами згоряння шатрової форми. Впускні та випускні канали виведені на різні боки головки блоку. Клапани розташовані V-образно в два ряди: з одного боку впускні, з іншого - випускні.
У головку запресовані металокерамічні сідла клапанів та латунні напрямні втулки клапанів. Внутрішній діаметр напрямних втулок (7±0,015) мм, зовнішній (для втулок, що поставляються в запасні частини) – 12,079–12,090 мм та 12,279–12,290 мм (втулка, збільшена на 0,2 мм).
Діаметр тарілки впускного клапана 29 мм, випускного – 25,5 мм. Діаметр стрижня впускного клапана (6,975±0,007) мм, випускного – (6,965±0,007) мм.
На кожний клапан встановлено по одній пружині. Довжина пружини у вільному стані 38,19 мм, під навантаженням (240±9,6) Н [(24,5±0,98) кгс] має бути 32 мм, а під навантаженням (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапани приводяться в дію кулачками розподільних валів через циліндричні гідроштовхачі, розташовані в напрямних отворах головки блоку циліндрів по осі отворів під клапани. Гідроштовхачі автоматично усувають зазор у клапанному механізмі, тому при технічному обслуговуванні автомобіля перевіряти та регулювати зазор у клапанному механізмі не потрібно.
Олія для роботи гідроштовхачів підводиться з системи мастила вертикальним каналом в блоці циліндрів до каналу в головці блоку циліндрів близько 5-го болта кріплення, а потім по верхніх каналах, виконаних на нижній площині корпусу підшипників. Цими ж каналами підводиться масло і для змащування шийок розподільних валів. У вертикальному каналі головки блоку циліндрів розташований зворотний кульковий клапан, що не допускає зливу олії з верхніх каналів після зупинки двигуна.
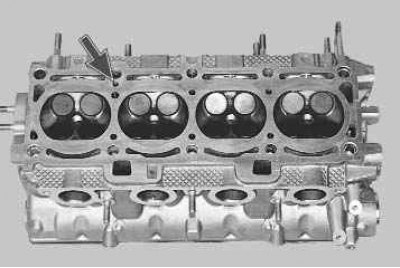
Для приводу клапанів служать два розподільні вали: впускний та випускний. Вали відлиті з чавуну та забезпечені п'ятьма опорними шийками, які обертаються в гніздах, виконаних у головці блоку циліндрів та в одному загальному корпусі підшипників розподільчого валу. Для підвищення зносостійкості робочі поверхні кулачків та шийка під сальник відбілені. Для того щоб відрізнити впускний розподільний вал від випускного, на впускному валу біля першої опори виконаний відмінний пояс А.
Від осьових переміщень вали утримуються затятими буртиками, розташованими по обидва боки передньої опори. Передні кінці розподільних валів ущільнені самопідтискними гумовими сальниками. Задні отвори, розташовані по осі валів в головці блоку циліндрів і корпусі підшипників, закриті гумовими ковпачковими заглушками.
Вам потрібні: пристосування для стиснення клапанних пружин, пристосування для випресовування та оправлення для запресування маслознімних ковпачків, торцеві ключі на 8, на 10, на 13, ключі на 19, на 21, шестигранник на 10», викрутка, пінцет.
1. Зніміть головку блоку циліндрів із двигуна (див "Заміна прокладки головки блоку циліндрів").
2. Встановіть головку блоку розподільними валами вгору, підклавши дерев'яні прокладки під неї, щоб не пошкодити клапани.
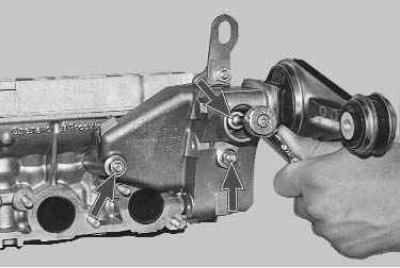
3. Відкрутіть торцевою головкою «на 13» три гайки кріплення лівої опори силового агрегату
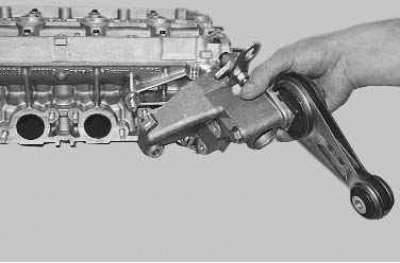
4. …і зніміть опору.
5. Викрутіть ключем «на 10» два болти кріплення кронштейна паливної трубки
6. …і зніміть кронштейн.

7. Викрутіть ключем «на 10» два болти кріплення датчика фаз
8. …і зніміть датчик.
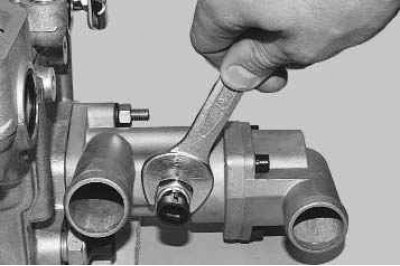
9. Викрутіть ключем «на 21» датчик сигнальної лампи аварійного падіння тиску олії з корпусу підшипників розподільних валів.
10. Викрутіть ключем на 19 з термостата датчик температури охолоджуючої рідини.
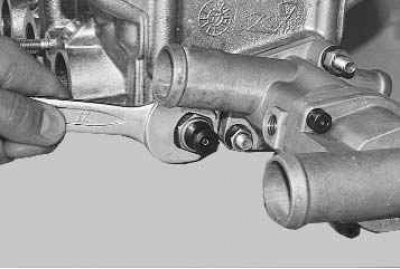
11. Викрутіть ключем на 21 датчик датчика температури охолоджуючої рідини із заднього торця головки блоку.
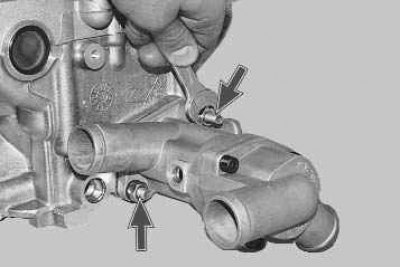
12. Відкрутіть ключем на 13 дві гайки кріплення термостата.
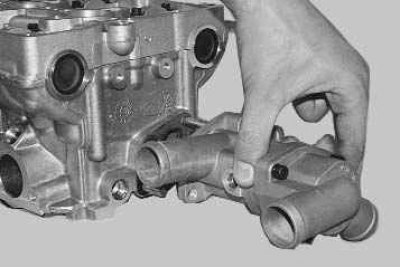
13. Зніміть термостат
14. …і встановлену під ним прокладку ущільнювача.
15. Виверніть ключем свічки запалювання, щоб випадково не пошкодити їх.
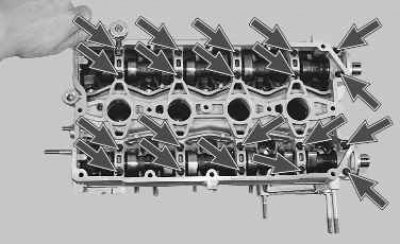
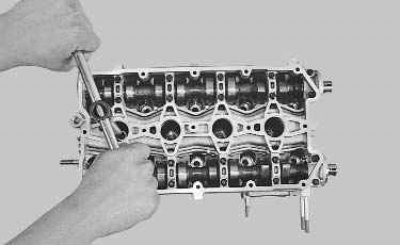
16. Викрутіть торцевою головкою «на 8» двадцять болтів кріплення корпусу підшипників розподільних валів.
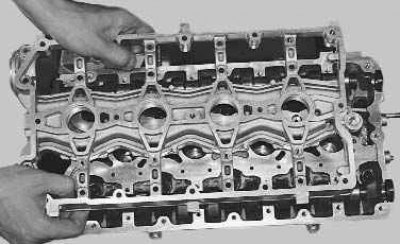
17. …і зніміть корпус.
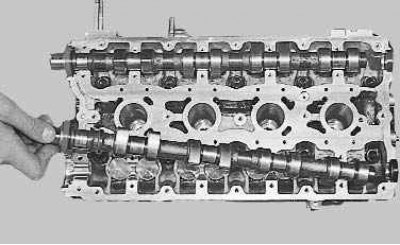
18. Вийміть розподільні вали з опор головки блоку циліндрів і зніміть з їх передніх кінців сальники.
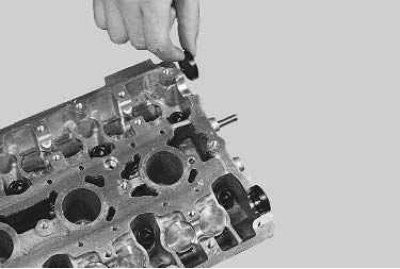
19. Вийміть заглушки із заднього торця головки блоку.
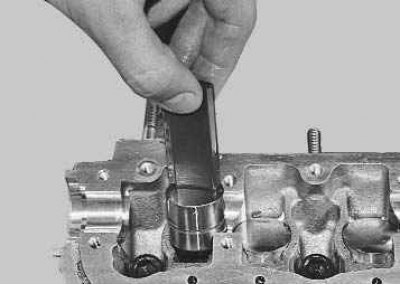
20. Витягніть гідроштовхачі клапанів з отворів головки блоку циліндрів.
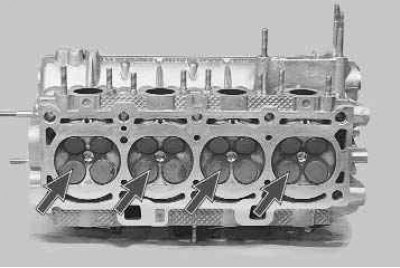
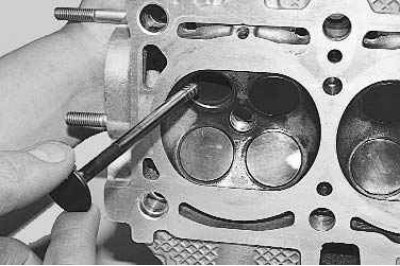
21. Очистіть камери згоряння від нагару. Огляньте голівку блоку. Якщо на ній є тріщини або сліди прогару в камерах згоряння, замініть головку. Видаліть задирки та вибоїни на площині головки блоку.
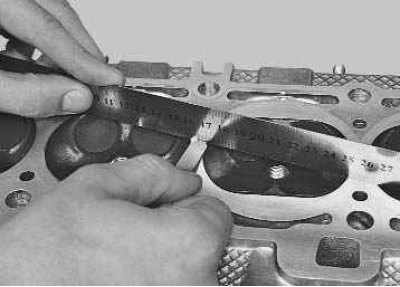
22. Перевірте площину поверхні, що прилягає до блоку циліндрів. Для цього поставте лінійку рубом на поверхню головки спочатку посередині вздовж, а потім по діагоналях і виміряйте щупом зазор між поверхнею головки та лінійкою. Якщо зазор більше 0,1 мм, можна прошліфувати поверхню привала. Для цього зверніться до спеціалізованої майстерні.
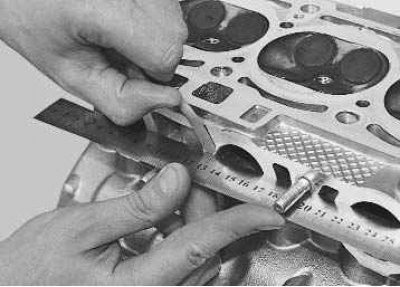
23. Аналогічно перевірте площинність привалювальних поверхонь головки блоку під впускний колектор
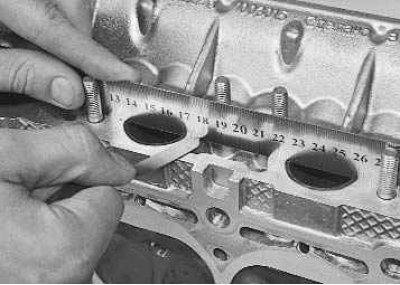
24. …і катколектор. Неплощинність цих поверхонь не повинна перевищувати 0,1 мм.
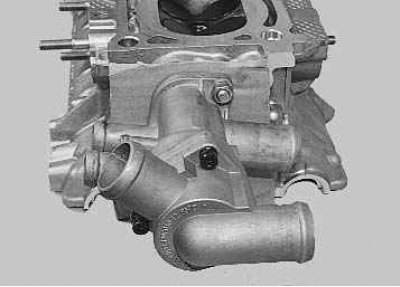
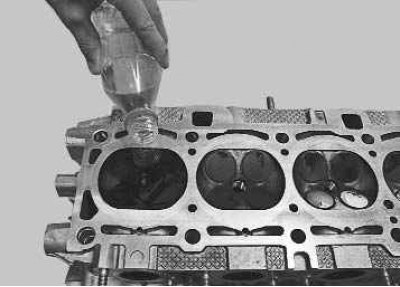
25. Для перевірки герметичності головки блоку заглушіть отвір у головці під гніздо термостата. Це можна зробити, наприклад, встановивши глуху прокладку із щільного картону під гніздо та загорнувши гайки його кріплення. Поверніть датчик датчика температури охолоджуючої рідини, якщо його вивертали.
26. Залийте гас у канали водяної сорочки. Якщо рівень гасу при витримці 15-20 хв знижується, значить, у голівці є тріщини і її треба замінити. Після перевірки не забудьте зняти картонну прокладку та вийняти пробки.
27. Перевірте стан опорних поверхонь під шийки розподільних валів на головці блоку
28. …і корпусі підшипників. Якщо хоча б на одній з них є сліди зношування, задираки або глибокі ризики, замініть головку та корпус підшипників.
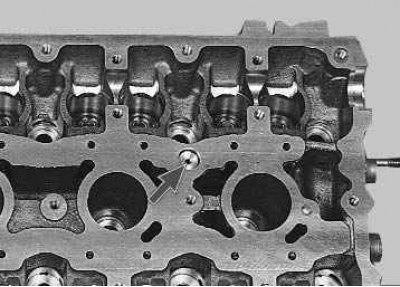
29. Промийте масляні канали. Для цього заглушіть вертикальний масляний канал з боку камери згоряння (канал знаходиться між 3-м та 4-м циліндрами).
30. ...залийте бензин у масляний канал головки блоку…
31. …і корпуси підшипників розподільних валів та витримайте 15–20 хв. Вилийте бензин, вийміть заглушку та остаточно промийте канали бензином за допомогою груші.
32. Щоб перевірити герметичність клапанів, поверніть свічки та залийте гас у камери згоряння. Якщо протягом 3 хв гас не проникне з камер згоряння в канали, клапани герметичні. В іншому випадку притріть (див «Притирання клапанів») або замініть клапани.
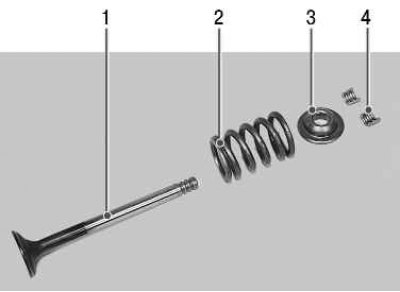
Примітка. Для заміни або притирання клапанів зніміть з головки блоку циліндрів такі деталі: 1 – клапан; 2 – пружина; 3 – тарілка; 4 – сухарі.
33. Встановіть під клапан, що знімається, відповідний упор.
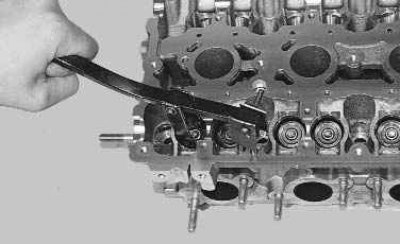
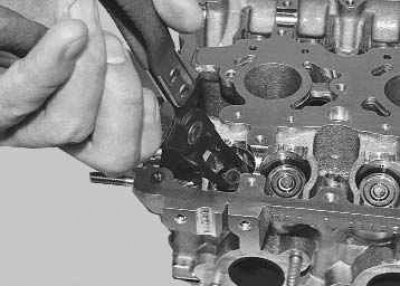
34. Встановіть пристрій для стиснення пружин клапанів, ввернувши в один з отворів головки блоку болт кріплення кришки підшипника розподільчого валу та зачепивши пристрій за цей болт. Стисніть пристроєм пружину клапана.
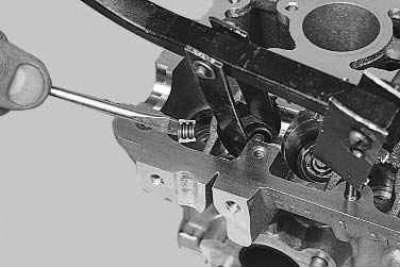
35. Вийміть два сухарі з верхньої тарілки пружини за допомогою пінцету або намагніченої викрутки. Потім зніміть пристрій.
Примітка. Якщо зусилля переміщення важеля пристрою значно збільшується, а сухарі не виходять з проточки клапана, нанесіть легкий удар молотком по тарілці пружин, щоб сухарі звільнилися.
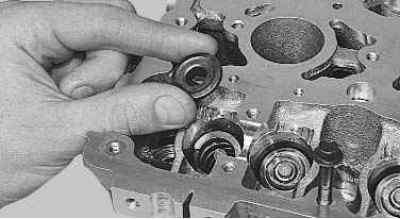
36. Зніміть тарілку пружини.
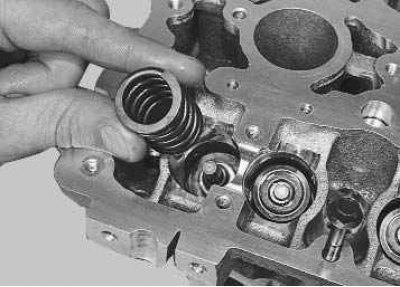
37. Зніміть пружину .
38. Підштовхніть та вийміть клапан із головки блоку.
39. Спресуйте маслознімний ковпачок з напрямної втулки клапана пристосуванням або пасатижами (див "Заміна маслознімних ковпачків").
40. Очистіть нагар із клапана відповідним інструментом (наприклад, металевою щіткою). Потім уважно огляньте клапан.
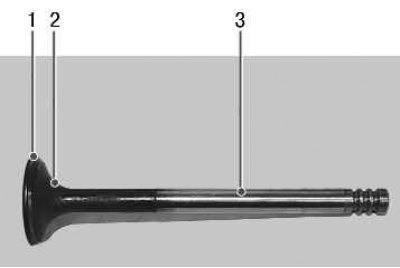
41. Замініть клапани з наступними дефектами: глибокі ризики та подряпини на робочій фасці 1, тріщини, деформація стрижня 3, короблення тарілки 2, сліди прогару. Неглибокі ризики та подряпини на робочій фасці можна вивести притиранням клапанів (див "Притирання клапанів").
42. Якщо пошкодження робочої фаски клапанів неможливо вивести притиранням, можна прошліфувати фаску на спеціальному верстаті у спеціалізованій майстерні.

43. Перевірте стан сідел клапанів. На робочих фасках сідел не повинно бути слідів зношування, раковин, корозії тощо. Сідла клапанів можна замінити у спеціалізованій майстерні. Незначні пошкодження (дрібні ризики, подряпини та ін.) можна вивести притиранням клапанів (див "Притирання клапанів").
44. Більші дефекти сідел клапанів усувають шліфуванням. Сідла рекомендується шліфувати у спеціалізованій майстерні.

Мал. 5.10. Місця обробки фасок сідел клапанів
45. Маючи слюсарну навичку, цю роботу можна виконати вручну за допомогою набору спеціальних фрез. Спочатку обробляють фаску а (рис. 5.10) під кутом 15°, потім фаску б під кутом 20°і фаску під кутом 45°. Після шліфування необхідно притерти клапани (див "Притирання клапанів").
46. Перевірте стан пружин клапанів. Викривлені, зламані або тріщини пружини, що мають, замініть.
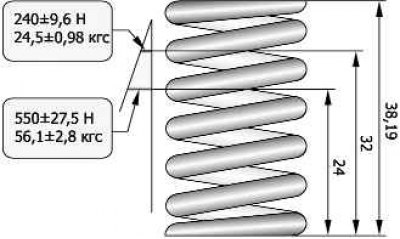
Мал . 5.11. Параметри перевірки пружини клапана
47. Для перевірки пружності зовнішньої пружини виміряйте її висоту у вільному стані, а потім під двома різними навантаженнями (рис. 5.11). Якщо пружина не відповідає потрібним параметрам, замініть її.
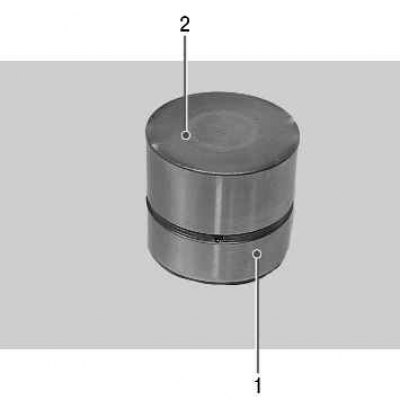
48. Огляньте гідроштовхачі клапанів. Якщо на робочій поверхні 1 є задираки, подряпини та інші дефекти, замініть гідроштовхачі. Виміряйте зовнішні діаметри штовхачів, зношені штовхачі замініть. На робочих поверхнях 2 не повинно бути задир, вибоїн, подряпин, слідів ступінчастого або нерівномірного зношування, натиру металу. Гідроштовхачі із такими дефектами треба замінити. На поверхнях 2 допускаються концентричні сліди приробітку з кулачками розподільного валу.
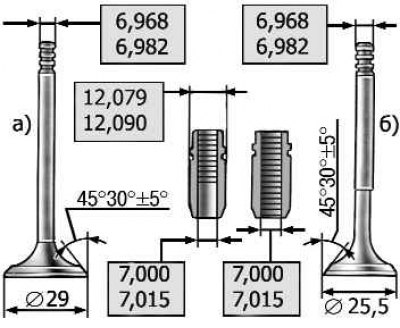
Мал . 5.12. Розміри клапанів та їх напрямних втулок
49. Перевірте зазори між напрямними втулками та клапанами. Зазор обчислюють як різницю між діаметром отвору у втулці та діаметром стрижня клапана (рис. 5.12). Перевірку зазору рекомендується виконувати у спеціалізованій майстерні, так як для вимірювання діаметра втулок потрібен спеціальний інструмент (внутрішньомір).
Зазори між клапаном і напрямною втулкою, мм:
- номінальний для впускних та випускних клапанів – 0,018–0,047
- гранично допустимий для впускних та випускних клапанів - 0,300
50. Якщо зазор не досяг гранично допустимого, можна спробувати усунути його заміною клапана. Якщо це не вдається зробити або зазор перевищує допустимий, замініть напрямну втулку. Для цього випресуйте з боку камери згоряння дефектну втулку спеціальною оправкою, попередньо вимірявши висоту виступу верхньої частини втулки над поверхнею головки блоку.
51. Охолодіть нову втулку (наприклад, за допомогою вуглекислотного вогнегасника), змастіть її моторним маслом, вставте в спеціальну оправку та запресуйте з боку розподільчого валу так, щоб висота виступу верхньої частини втулки відповідала вимірюваному значенню. Розверніть отвір у втулці за допомогою розгортки до 7,000–7,015 мм для впускних та випускних клапанів.

52. Якщо встановлюється старий клапан, зніміть задирки з проток під сухарі. Після цього необхідно притерти клапан до сідла (див "Притирання клапанів").
53. Встановіть клапани в головку блоку відповідно до попереднього маркування, попередньо змастивши стрижні моторним маслом.
54. Встановіть олійні ковпачки (див "Заміна маслознімних ковпачків").
55. Встановіть розподільні вали та корпус підшипників розподільних валів (див "Заміна маслознімних ковпачків").
56. Встановіть на головку блоку всі зняті під час її розбирання деталі та вузли.