
- специален шаблон или широка шлосерска линийка;
- набор от плоски сонди;
- инструмент за прилепване на клапани;
- прилепваща паста.
Проверява се
1. Отстранете главата на цилиндъра (вижте "Глава на цилиндъра – отстраняване и монтаж").
2. Почистваме главата на блока и корпуса на лагера от мръсотия и въглеродни отлагания, измиваме го от маслени отлагания, отстраняваме въглеродните отлагания от стените на горивните камери с метална четка.
3. Внимателно проверете главата на блока и корпуса на лагера. Те не трябва да имат пукнатини. На работните повърхности на лагерите на разпределителния вал, корпуса на лагера и стените на монтажните отвори на хидравличните тласкачи не трябва да има набраздяване и следи от метално обвиване. Водачите и леглата на клапаните трябва да прилягат плътно към тялото на главата, без следи от тяхното изместване по време на синхронизация. Вентилите и техните легла не трябва да имат пукнатини или следи от изгаряне.
4. Проверяваме плоскостта на главата на цилиндъра със специален шаблон.
Ако няма шаблон, тогава можете да проверите долната равнина на свързване на главата с достатъчна степен на точност, като използвате широка шлосерска линийка. С ръб прилагаме линийка диагонално към равнината на главата. Уверяваме се, че няма празнина между ръба на линийката и равнината на главата. Празнината може да се наблюдава както в средната част на равнината, така и по нейните краища. Измерваме празнината по двата диагонала с набор от плоски сонди.
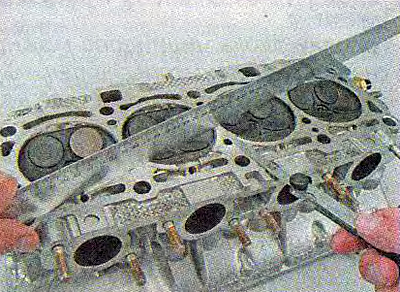
Максимално допустимата празнина е 0,1 мм.
Ако празнината е по-голяма от допустимата, главата подлежи на фрезоване на свързващата равнина или подмяна.
Внимание! Главата на цилиндъра трябва да се сменя само заедно с корпуса на лагера.
5. Проверете плътността на главата на блока. За да направите това, на крайната повърхност на главата заглушаваме прозореца за подаване на охлаждаща течност към термостата (можете да монтирате тръбата на термостата, като поставите под нея уплътнение, изрязано от гумен лист). Обръщаме главата и пълним нейните вътрешни кухини за охлаждаща течност с керосин.
6. Уверяваме се, че няма изтичане на керосин от главата на блока.
Препоръка. Ако се установи изтичане, както и ако се открият черупки на равнината на чифтосване, можете да опитате да поправите главата на блока с помощта на студено заваряване или да го смените.
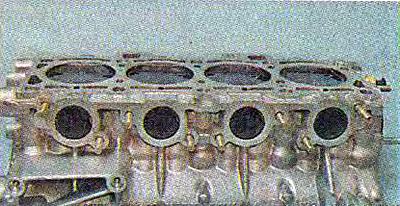
7. За да проверите херметичността на клапаните на главата на блока, поставете я върху хоризонтална повърхност с равнината на свързване нагоре.
8. Напълваме горивните камери на главата на блока с керосин и изчакваме няколко минути. Ако нивото на керосин в която и да е камера спадне, тогава единият или двата клапана изтичат.
Препоръка. Течовете на клапаните могат да бъдат отстранени чрез прилепване, ако няма пукнатини, коловози и механични повреди на диска и седалката на клапана.
1. Отстранете уплътнението на стеблото на клапана от клапана (вижте "Уплътнения на стеблото на клапана – смяна").
2. Отстранете клапана от водещата втулка.

3. Нанесете прилепваща паста върху работния ръб на вентила.

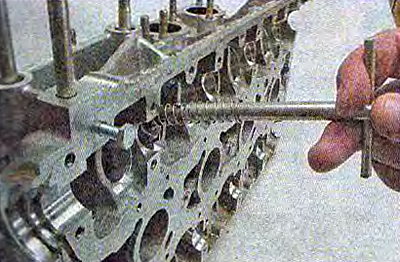
4. Инсталираме клапана в главата на блока и фиксираме устройството за припокриване на клапаните върху стеблото му.
5. Притискайки вентила към седалката, завъртете го от едната страна на другата. След 10-15 хода завъртете вентила на 90° и продължете да притискате.
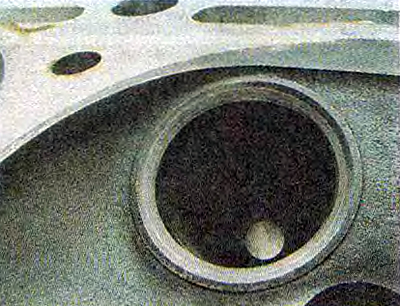
6. Прилепването се извършва, докато върху диска на клапана се образува равномерен пръстеновиден ръб ...

...и неговото седло.
7. Отстранете остатъците от прилепваща паста от клапана и неговото седло.
8. Монтирайте клапана на място в реда, обратен на отстраняването.
Препоръка. При сглобяване монтирайте нови уплътнения на стеблото на клапана.
9. По същия начин смиламе останалите клапани.