
Ще ви трябва: преносима лампа, набор от плоски сонди, линийка, шублер, шублер, микрометър, скрепер.
1. Почистете главата на буталото от въглеродни отлагания. Ако буталото има следи от надраскване, следи от изгаряне, дълбоки драскотини, пукнатини, сменете буталото. Почистете жлебовете за буталните пръстени. Удобно е да направите това с парче от стария пръстен.

2. Почистете отворите за източване на маслото с подходящо парче тел.
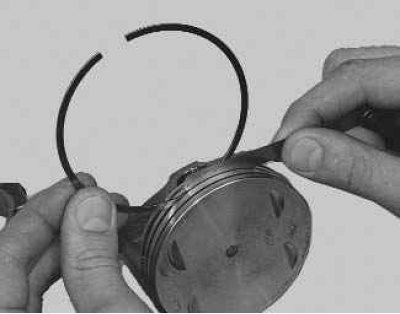
3. Проверете хлабините между пръстените и каналите на буталото, като предварително почистите пръстените от отлагания.

Номинална хлабина, mm:
- 0,04–0,075 - горен компресионен пръстен 1;
- 0,03–0,065 - долен компресионен пръстен 2;
- 0,02–0,055 - пръстен за скрепер за масло 3.
Максимално допустимата хлабина за всички пръстени е 0,15 mm.
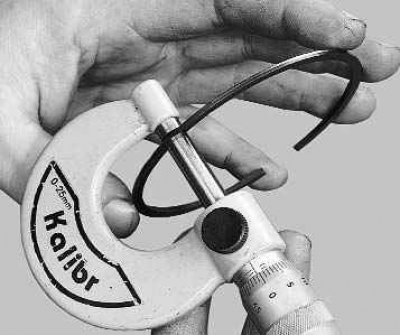
4. Най-точните празнини могат да бъдат определени чрез измерване на пръстените и жлебовете на буталото. За да направите това, измерете дебелината на пръстените с микрометър на няколко места по обиколката, след това използвайте набор от измервателни уреди, за да измерите ширината на жлебовете също на няколко места по обиколката. Изчислете средните празнини (разликата между дебелината на пръстена и ширината на канала). Ако поне една от празнините надвишава максимално допустимото, сменете буталото с пръстени.
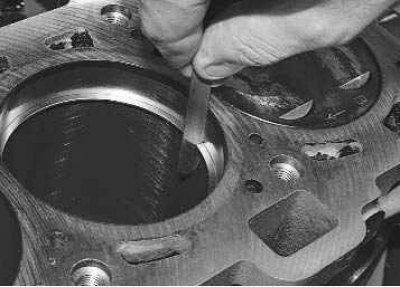
5. Измерете празнините в ключалките на пръстените, като поставите пръстена в специален дорник. Ако няма дорник, поставете пръстена в цилиндъра, в който е работил (или ще работи, ако пръстенът е нов), натиснете пръстена в цилиндъра като дорник, така че да е монтиран в цилиндъра равномерно, без изкривявания и измерете пролуката в ключалката на пръстена с щуп. Номиналната междина трябва да бъде 0,25–0,45 mm, максимално допустимата (поради износване) - 1,0 mm. Ако празнината надвишава ограничението, сменете пръстена.
6. Ако празнината е по-малка от 0,25 мм, внимателно изстържете краищата на пръстена с иглена пила.
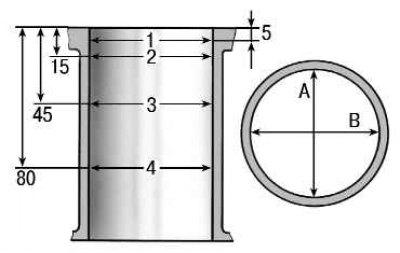
Ориз. 5.14. Диаграма за измерване на цилиндър
7. Измерете диаметрите на цилиндрите в две перпендикулярни равнини (фиг. 5.14) (B - по протежение, A - напречно на цилиндровия блок) и в четири колана (1, 2, 3 и 4). За да направите това, имате нужда от специално устройство - шублер. Номиналният размер на цилиндъра (виж таблица 5.1), овалността и конусността не трябва да надвишават 0,05 mm. Ако максималната стойност на износване е по-голяма от 0,15 mm или отклонението от закръглеността надвишава определената стойност, пробийте цилиндрите до най-близкия надразмер на буталата, оставяйки резерв от 0,03 mm за диаметъра на хонинговане. След това усъвършенствайте цилиндрите, като поддържате такъв диаметър, че при монтиране на буталото изчислената хлабина между него и цилиндъра е 0,025–0,045 mm. Отстраняването на неизправности, пробиването и хонинговането на блока трябва да се извършват в работилници със специално оборудване.
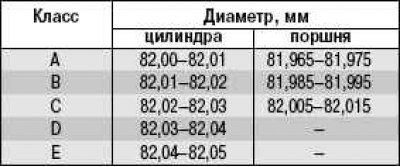
Таблица 5.1. Номинални размери на цилиндрите и буталата
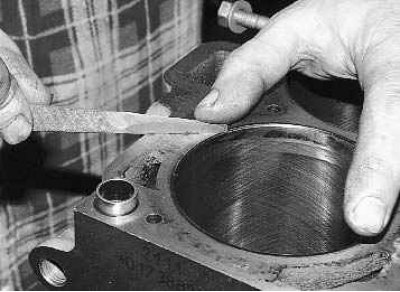
8. Проверете отклонението от равнинността на повърхността на гнездото на блока с главата на цилиндрите. Прикрепете шублер (или линийка) към равнината:
- в средата на блока;
- в надлъжна и напречна посока;
- по диагоналите на равнината.
Във всяка позиция с плосък щуп определете разстоянието между линийката и равнината. Това е отклонението от плоскостта. Ако отклонението надвишава 0,1 mm, сменете блока.

9. Проверете хлабините между буталата и цилиндрите. Хлабината се определя като разликата между измерените диаметри на буталото и цилиндъра. Номиналната междина е 0,025–0,045 mm, максималната допустима празнина е 0,15 mm. Ако празнината не надвишава 0,15 mm, могат да бъдат избрани бутала от следващите класове, така че междината да е възможно най-близо до номиналната. Ако празнината надвишава 0,15 mm, пробийте цилиндрите и монтирайте бутала с подходящ размер. Измерете диаметъра на буталото на разстояние 10 mm от долния ръб на полата в равнина, перпендикулярна на буталния болт.
10. При подмяна на части от свързващия прът и буталната група е необходимо да изберете бутала за цилиндри по клас и една група по тегло, както и бутални щифтове за бутала по клас и свързващи пръти по тегло. За да съпоставите буталата с цилиндрите, изчислете разстоянието между тях. За удобство при избора на бутала за цилиндри те са разделени в зависимост от диаметрите на пет класа до 0,01 mm: A, B, C, D, E (Таблица 5.1).
Резервните части се доставят с бутала с номинален размер от три класа: A, C, E и два ремонтни размера (1-ви ремонтен размер - увеличен с 0,4 mm, 2-ри - с 0,8 mm).
По тегло буталата са разделени на три групи: нормални, увеличени с 5 g и намалени с 5 g. Буталата от същата група трябва да бъдат монтирани на двигателя.
За по-големи бутала резервните части се доставят с по-големи пръстени, увеличени с 0,4 и 0,8 mm. На пръстените от 1-ви ремонтен размер е щампован номерът "40", 2-ри - "80".
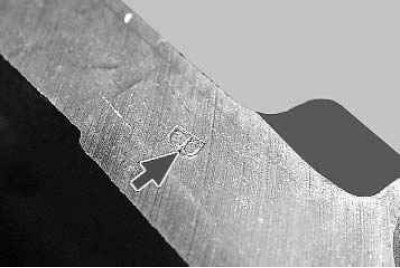
11. Обозначенията на класа на цилиндрите са щамповани върху долната равнина на блока (свързващата повърхност за масления картер) срещу всеки цилиндър.
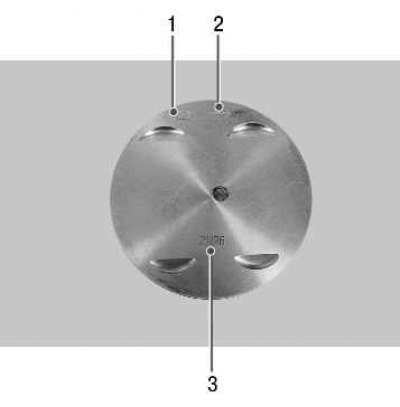
12. На дъното на буталото са щамповани следните данни: 1 - клас на буталото по диаметър; 2 - стрелка, показваща посоката на монтиране на буталото; 3 - модел на двигателя.

13. Сменете напуканите пръсти. Пръстът трябва лесно да влезе в буталото със силата на палеца. Поставете пръста си в буталото. Ако се усеща луфт при разклащане на пръста, сменете буталото. Когато сменяте бутало, изберете пръст според класа.
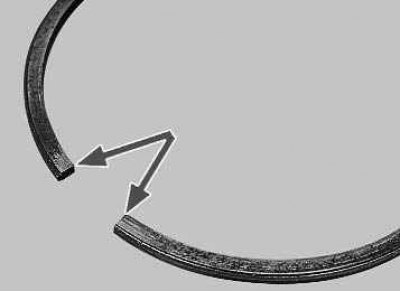
14. Сменете счупените пръстени и разширителя на маслени пръстени.

15. Сменете счупени или напукани пръстени, държащи буталния болт. Краищата на задържащите пръстени трябва да са в една и съща равнина. Сменете огънатите пръстени.
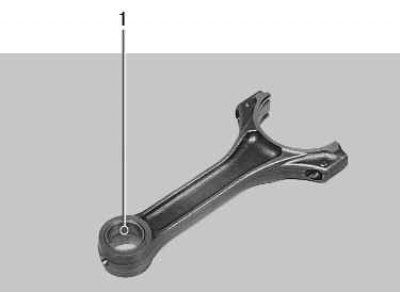
16. Сменете огънатите биели. Сменете свързващия прът, ако има драскотини и дълбоки драскотини по втулката 1 на горната глава. Сменете мотовилката, ако по време на разглобяването на двигателя се установи, че лагерите на мотовилката са се обърнали в биелата.
Внимание! Биелите се обработват заедно с капаците, така че не могат да се демонтират.

17. Вкарайте пръст в горната част на пръта. Ако се усеща луфт при мърдане на пръста, сменете свързващия прът. Свързващите пръти в комплект с капачки са разделени на класове според масата на горната и долната глава.
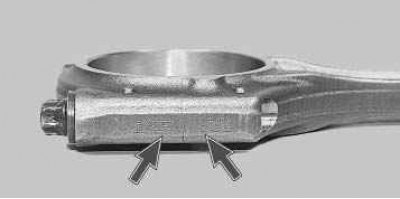
18. В двигателя трябва да се монтират биели от същия клас. Маркировката на мотовилката е върху долната глава и капачката на мотовилката.

19. Ако има дълбоки рискове, драскотини, прорези по повърхностите, върху които работят уплътненията, коляновият вал трябва да се смени.

20. Измерете главните и мотовилковите шийки на коляновия вал. Номинални диаметри на шийките на коляновия вал, mm:
- местни - 50.799–50.819;
- свързващ прът - 47.830–47.850.
Ако износването или овалността на шийките надвишава 0,03 mm, те трябва да бъдат шлифовани до най-близкия ремонтен размер.
Има четири ремонтни размера с намаляване на диаметъра на шийките, mm:
- първи - 0,25;
- секунда - 0,5;
- трета - 0,75;
- четвърти - 1.00.
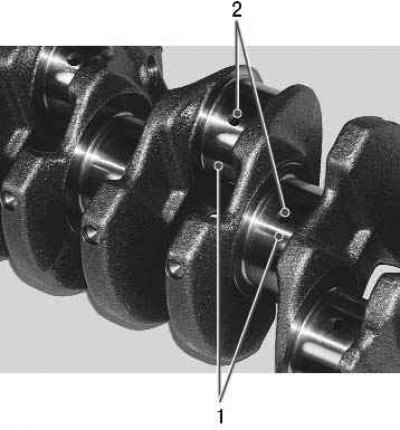
21. Ако има незначителни драскотини, рискове, драскотини по главните и мотовилковите шийки 1, трябва да ги смилате до най-близкия ремонтен размер. Тази работа се препоръчва да се извършва в специализиран сервиз. След шлайфане полирайте шийките и затъпете острите ръбове на фаските на маслените канали 2 с абразивен конус. Измийте коляновия вал и продухайте маслените канали със сгъстен въздух. Овалността и конусността на всички шийки след смилане не трябва да надвишава 0,005 mm. След смилане на шийките монтирайте втулките с ремонтни размери.
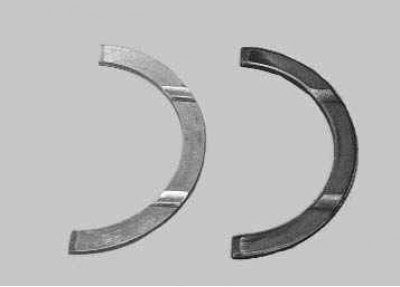
22. Ако има драскотини, рискове и разслоения по работните повърхности на натискащите полупръстени, сменете полупръстените. Забранено е извършването на каквито и да е работи по монтажа на полухалките.
23. Измерете аксиалната хлабина на коляновия вал. За да направите това, монтирайте коляновия вал и упорните полупръстени в цилиндровия блок и затегнете болтовете, закрепващи капачките на основните лагери (вижте "Сглобяване на двигателя").
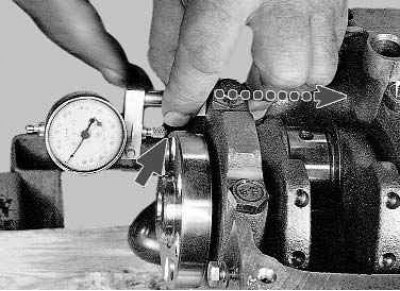
24. Инсталирайте индикатора така, че кракът му да опира във фланеца на вала. Плъзнете коляновия вал от индикатора, докато спре, и настройте стрелката на индикатора на нула. Плъзнете вала назад. Индикаторът ще покаже празнината. Номиналният аксиален хлабина на коляновия вал е 0,06–0,26 mm, максимално допустимият е 0,35 mm. Ако празнината надвишава максимално допустимия, сменете полупръстените на тягата.
Резервните полупръстени се доставят в два размера: номинален - 2,31–2,36 мм и ремонт (увеличен с 0,127 мм) - 2,437–2,487 мм.

25. Проверете биелата и основните лагери. Сменете облицовките с пукнатини, набраздяване, отчупване. Забранено е извършването на каквито и да е работи по регулиране на облицовките.
Номинална дебелина на облицовките, mm:
- местни - 1.824–1.831;
- свързващ прът - 1.723–1.730.
Вложките се доставят в резервни части от четири ремонтни размера, увеличена дебелина, mm:
- първо - с 0,25;
- втора - с 0,50;
- трета - с 0,75;
- четвъртият е с 1,00.
26. Проверете хлабините между хлабавите листове на радикалните лагери и шийките на коляновия вал. Тази работа се препоръчва да се извършва в специализиран сервиз. Измерете диаметрите на шийките и основните лагери, като монтирате лагерните капачки на блока и ги затегнете с правилния въртящ момент. Изчислете клирънс. Хлабини между лагерите и шийките на коляновия вал:
- основни лагери (номинално 0,026-0,073 mm, максимално допустимо 0,15 mm);
- биелни лагери (номинално 0,02–0,07 mm, максимално допустимо 0,1 mm).
Ако празнината надвишава максимално допустимия, коляновият вал трябва да се шлайфа до следващия ремонтен размер.
Внимание! При повторно шлайфане на свързващия прът и главните шийки на коляновия вал до ремонтния размер на първата буза на коляновия вал е необходимо да се постави подходящ печат, например W 0,25 и K 0,25, съответно.
27. В специализиран сервиз можете да измерите биенето на шийките на коляновия вал.
Тактът трябва да бъде:
- основни шийки и опорна повърхност за задвижващото зъбно колело на маслената помпа не повече от 0,03 mm;
- повърхността за приземяване на маховика е не повече от 0,04 mm;
- опорната повърхност за ролките и уплътненията е не повече от 0,05 mm.

28. Почистете старателно и промийте маслените канали на коляновия вал.

29. Не се препоръчва сами да пресовате щепселите, за това се обърнете към специализиран сервиз.
30. Почистете добре повърхностите на цилиндровия блок от остатъците от стари уплътнителни уплътнения. Проверете внимателно блока. Ако се открият пукнатини, блокът трябва да се смени заедно с капачките на основните лагери.
31. Проверете херметичността на кожуха за охлаждане на цилиндровия блок. За да направите това, запушете отвора под водната помпа (чрез инсталиране на помпа с уплътнение) и налейте антифриз в охладителната риза. Ако на някое място се забележи теч, значи блокът е спукан и трябва да се смени.
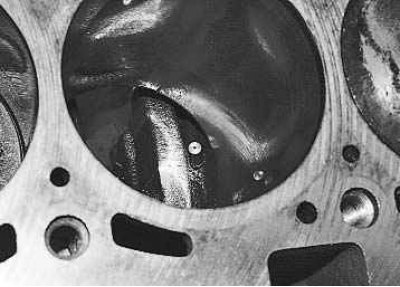
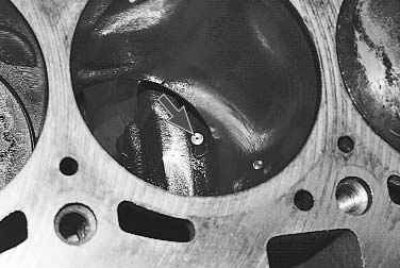
32. Огледайте цилиндрите. Ако има драскотини, драскотини, черупки и други дефекти по огледалото на цилиндъра, пробийте цилиндрите до ремонтния размер (препоръчва се тази работа да се извърши в специализиран сервиз) или сменете цилиндровия блок. При различни дефекти, по-дълбоки от 0,8 mm, устройството не може да бъде ремонтирано и трябва да бъде заменено.
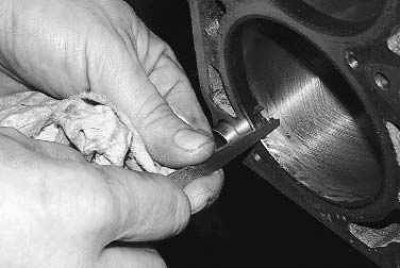
33. Почистете отлаганията в горната част на цилиндрите. Ако там се е образувал ремък поради износване на цилиндъра, отстранете го със скрепер.
34. Проверете наличието на дюзи за охлаждане на дъното на буталото и твърдостта на тяхното кацане в отворите на леглата на цилиндровия блок.