
Да бисте решили проблеме са деловима мотора на аутомобилу, биће вам потребни: преносива лампа, сет равних сонди, лењир, чељуст, мерач отвора, микрометар, стругач.
1. Очистите главу клипа од наслага угљеника. Ако клип има трагове огреботина, трагове изгорелости, дубоке огреботине, пукотине, замените клип. Очистите жлебове за клипне прстенове. Погодно је то учинити са комадом старог клипног прстена.
2. Очистите отворе за испуштање уља одговарајућим комадом жице.

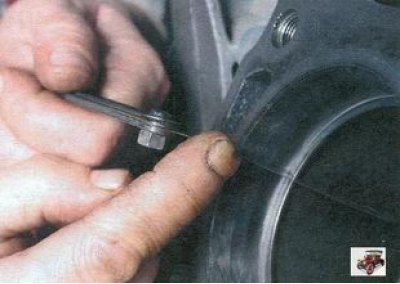
3. Проверите зазоре између клипних прстенова и жлебова на клипу.
Номинални клиренс, мм:
- 0,04-0,075 - горњи клипни компресиони прстен 1;
- 0,03-0,065 - доњи клипни компресиони прстен 2;
- 0,02-0,055 - прстен за стругање уља 3.
Максимални дозвољени зазор за све клипне прстенове је 0,15 мм.
4. Зазори клипних прстенова могу се најтачније одредити мерењем прстенова и жлебова на клипу. Да бисте то урадили, измерите дебљину клипних прстенова микрометром на неколико места дуж обима, а затим...
5.... помоћу сета мерача за мерење мерити ширину жлебова такође на неколико места дуж обима. Израчунајте просечне клиренсе (разлика између дебљине клипног прстена и ширине жлеба). Ако бар један од зазора прелази максимално дозвољени, замените клип прстеновима.
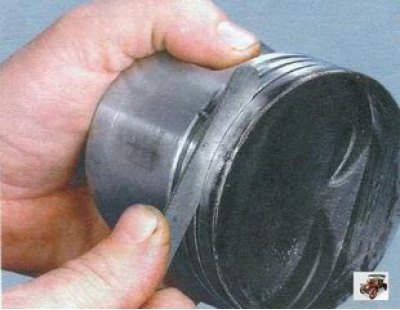
6. Измерите зазоре у бравама клипних прстенова, уметањем клипног прстена у посебан трн. Ако нема трна, убацити клипни прстен у цилиндар у коме је радио (или ће радити ако је прстен нов), гурните клип као трн у цилиндар тако да се угради у цилиндар равномерно, без изобличења...
7.... и измерите зазор у брави клипног прстена помоћу мерача. Номинални зазор клипног прстена треба да буде 0,25-0,45 мм, максимално дозвољено (као резултат хабања) - 1,0 мм. Ако зазор клипног прстена премашује границу, замените клипни прстен.
8. Ако је зазор клипног прстена мањи од 0,25 мм, пажљиво избрусите крајеве клипног прстена турпијом.
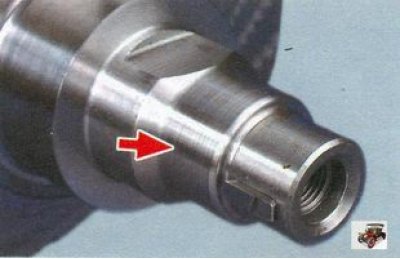
9. Проверите зазоре између клипова и цилиндара. Зазор се дефинише као разлика између измерених пречника клипа и цилиндра. Номинални размак је 0,025-0,045 мм, максимални дозвољени размак је 0,15 мм. Ако зазор између клипова и цилиндара не прелази 0,15 мм, клипови из следећих класа се могу одабрати тако да зазор буде што је могуће ближи номиналном зазору. Ако зазор између клипова и цилиндара прелази 0,15 мм, пробушите цилиндре и уградите клипове одговарајуће величине. Измерите пречник клипа на растојању од 55 мм од дна у равни која је окомита на клипну осовину.
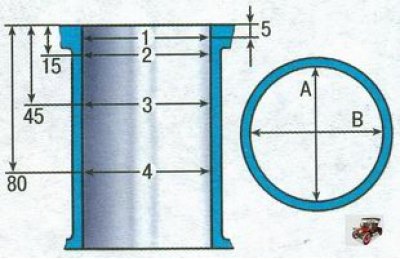
Сл. 4.6. Мерне тачке цилиндара
10. Затим измерите пречнике цилиндра мотора у две управне равни (пиринач. 4.6) (Б - дуж, А - преко блока цилиндра) и четири појаса (1, 2, 3 и 4). Да бисте то урадили, потребан вам је посебан уређај - чељуст.
11. Приликом замене делова клипњаче и клипне групе потребно је изабрати клипове за цилиндре по класи и једну групу по маси, као и клипове клипова по класи и клипњаче по тежини. Да бисте ускладили клипове са цилиндрима, израчунајте размак између њих. Ради лакшег одабира клипова за цилиндре, они су подељени, у зависности од пречника, у пет класа кроз 0,01 мм: А, Б, Ц, Д, Е (таб. 4.1).
Резервни делови се испоручују са клиповима номиналне величине три класе: А, Ц, Е и две ремонтне величине (1. величина поправке - повећана за 0,4 мм, 2. - за 0,8 мм).
По маси, клипови су подељени у три групе: нормални, повећани за 5 г и смањени за 5 г. Клипови исте групе морају бити уграђени на мотор.
За велике клипове, резервни делови се испоручују са предимензионираним прстеновима увећаним за 0,4 и 0,8 мм. На прстеновима 1. величине поправке утиснут је број «40», 2. - «80».
Табела 4.1. Називне величине цилиндара и клипова
| Маса глава клипњаче, г | Означавање | ||
| врх | доле | са словом | са бојом |
| 184±2 188±2 192±2 | 489±3 495±3 501±3 489+3 495±3 501±3 489±3 495±3 501±3 | Ф Л Б Икс М ИН Ц Х Г | Црвени Зелен Плави |
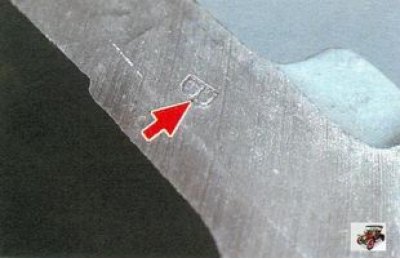
12. Ознаке класе цилиндара су утиснуте на доњој равни блока (спојна површина за уљни картер) наспрам сваког цилиндра.
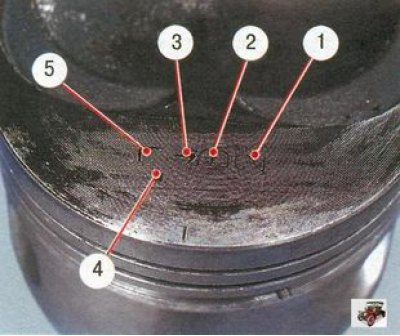
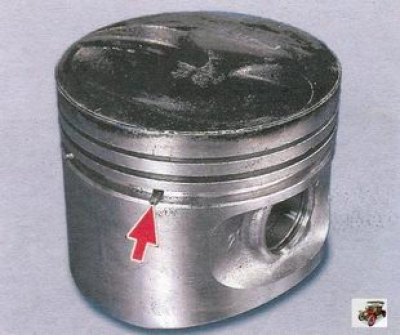
13. На дну клипа утиснути су следећи подаци: 1 - класа клипа према отвору клипа; 2 - класа пречника клипа; 3 - стрелица која показује правац уградње клипа; 4 - величина поправке (1. поправка - троугао, 2. поправка - квадрат); 5 - група по тежини (нормално - «Г», повећана за 5 г - «+», смањен за 5 г «-»).

14. Замените попуцале клипне клинове. Клипни клип треба лако да уђе у клип снагом палца. Уметните клип у клип. Ако се приликом љуљања клипног клипа осети зрачност, замените клип. Приликом замене клипа, изаберите клипну осовину према класи (таб. 4.2). Клипни клинови су подељени по пречнику у три класе (1., 2., 3) кроз 0,004 мм. Класа клипног клипа је на његовој чеоној страни означена бојом. Класа клипа на прсту је избијена на дну клипа, класа клипњаче на прсту је на поклопцу клипњаче.
15. Замените поломљене прстенове и експандер уљних прстенова.
16. Замените поломљене или напукнуте прстенове који држе клип. Крајеви потпорних прстенова морају бити у истој равни. Замените савијене клипне прстенове.
17. Замените савијене клипњаче. Замените клипњачу ако постоје огреботине или дубоке огреботине на горњој чаури. Замените клипњачу ако се приликом демонтаже мотора установи да су се лежајеви клипњаче окренули у клипњачи.
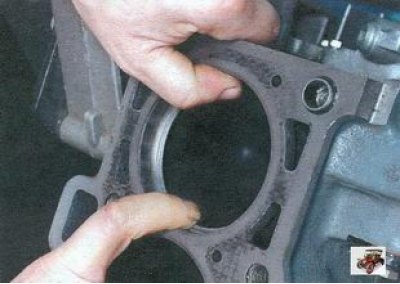
18. Убаците прст у горњу главу штапа. Ако се осети зрачност када се прст помера, замените клипњачу. Клипњаче са капама су подељене у класе према маси горње и доње главе (таб. 4.3).
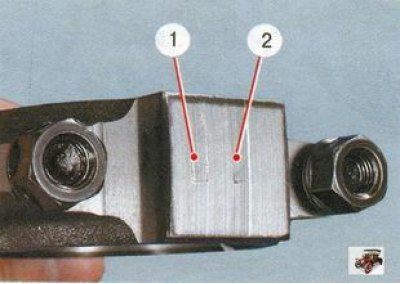
19. У мотору морају бити уграђене клипњаче исте класе. Клипњача је на њеном поклопцу означена: 1 - класа тежине клипњаче (писмо или боју); 2 - класа клипњаче на прсту.
Табела 4.3. Класа клипњаче по маси жетелица и доњих глава
| Маса глава клипњаче, г | Означавање | ||
| врх | доле | са словом | са бојом |
| 184±2 188±2 192±2 | 489±3 495±3 501±3 489+3 495±3 501±3 489±3 495±3 501±3 | Ф Л Б Икс М ИН Ц Х Г | Црвени Зелен Плави |
20. Ако постоје дубоке огреботине, огреботине, огреботине на површинама на којима раде заптивке, радилица се мора заменити.

21. Измерите главне и клипњаче клипњаче радилице. Називни пречници рукаваца радилице, мм:
- коријенски врат - 50.799-50.819;
- зупци радилице - 47.830-47.850.
Ако истрошеност или овалност рукаваца радилице прелази 0,03 мм, они морају бити брушени до најближе величине за поправку.
Постоје четири величине поправке са смањењем пречника носача радилице, мм:
- први - за 0,25;
- други - за 0,5;
- трећи - за 0,75;
- четврти - до 1.00.
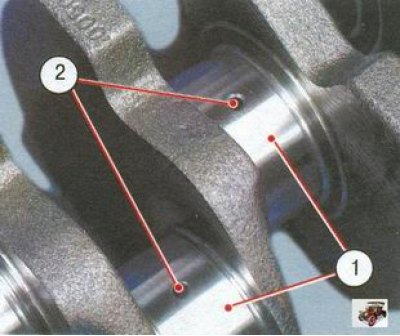
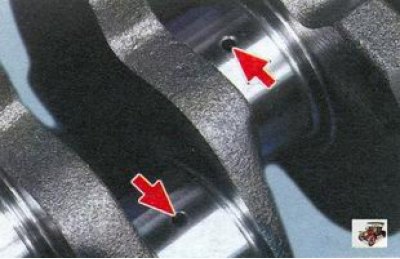
22. Ако има мањих огреботина, ризика, огреботина на главним и клипњачама 1, потребно је да их избрусите до најближе величине за поправку. Овај рад се препоручује да се обавља у специјализованој ауто радионици. Након брушења, полирајте носаче радилице и затупите оштре ивице уљних канала 2 абразивним конусом. Оперите радилицу и издувајте пролазе за уље компримованим ваздухом. Овалност и конус свих рукаваца радилице након брушења не би требало да пређу 0,005 мм. Након брушења рукаваца радилице, уградите чауре димензија за поправку.

23. Ако постоје огреботине, ризици и раслојавања на радним површинама потисних полупрстенова, замените полупрстенове. Забрањено је обављање било каквих радова на монтажи полупрстенова.
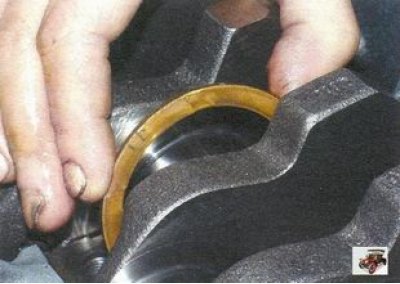
24. Измерите аксијални зазор радилице. Да бисте то урадили, поставите радилицу и потисне полупрстенове у блок цилиндра и затегните завртње који причвршћују капице главних лежајева (види «Склоп мотора»).
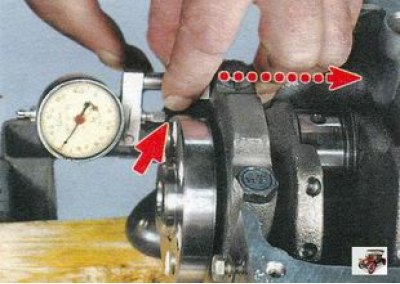
25. Инсталирајте индикатор тако да његова нога лежи на прирубници радилице. Гурните радилицу даље од индикатора док се не заустави и поставите иглу индикатора на нулу. Померите радилицу на супротну страну. Индикатор ће показати празнину. Номинални аксијални зазор радилице је 0,06-0,26 мм, максимално дозвољено је 0,35 мм. Ако аксијални зазор радилице премашује максимално дозвољени, замените потисне подлошке.
Резервни делови се испоручују са потисним полупрстеновима радилице у две величине: номинална величина - 2,31-2,36 мм и величина за поправку (повећана за 0,127 мм) - 2.437-2.487 мм.
26. Прегледајте клипњачу и главне лежајеве. Замените клипњачу и главне лежајеве са напрслинама, зарезима, ломљењем. Забрањено је обављање било каквог подешавања на клипњачи и главним лежајевима.
Називна дебљина клипњаче и главних лежајева, мм:
- аутохтони бродови - 1.824-1.831;
- лежајеви клипњаче - 1.723-1.730.
Клипњача и главни лежајеви се испоручују у резервним деловима четири величине поправке, повећане дебљине, мм:
- први - за 0,25;
- други - за 0,50;
- трећи - за 0,75;
- четврти - до 1.00.

27. Проверите зазоре између лабавих листова коренских лежајева и грла коленастог вратила. Овај рад се препоручује да се обавља у специјализованој ауто радионици. Измерите пречнике носача и главних лежајева тако што ћете поставити поклопце са облогама на блок и затегнути их одговарајућим обртним моментима. Израчунајте клиренс. Зазори између лежајева и рукаваца радилице:
- Главни лежајеви (номинално 0,026-0,073 мм, максимално дозвољено 0,15 мм);
- лежајеви клипњаче (номинално 0,02-0,07 мм, максимално дозвољено 0,1 мм).
Ако зазор премашује максимално дозвољени, радилица мора бити брушена до следеће величине поправке.
28. У специјализованој радионици за поправку аутомобила, можете измерити отпуштање рукаваца радилице.
Истицање рукаваца радилице треба да буде:
- главни рукавци и површина за седење погонског зупчаника пумпе за уље не више од 0,03 мм;
- површина за слетање замајца није већа од 0,04 мм;
- површина за слетање за ременице и заптивке није већа од 0,05 мм.
29. Темељно очистите и исперите пролазе за уље радилице.

30. Не препоручује се да сами извлачите утикаче, за то се обратите специјализованом аутомеханичару.
31. Темељно очистите површине блока цилиндра од остатака старих заптивних заптивки. Пажљиво прегледајте блок цилиндра. Ако се пронађу пукотине, блок цилиндра се мора заменити заједно са поклопцима главних лежајева.
32. Проверите непропусност омотача хлађења блока цилиндара. Да бисте то урадили, затворите рупу за пумпу за воду (уградња пумпе за воду са заптивком) и сипајте антифриз у расхладни плашт. Ако је цурење приметно на било ком месту, онда је блок цури и мора се заменити.
33. Прегледајте цилиндре. Ако на огледалу цилиндра има огреботина, огреботина, шкољки и других недостатака, избушите цилиндре до величине за поправку (Овај рад се препоручује да обави специјализована радионица) или замените блок цилиндра. Са разним дефектима дубљим од 0,8 мм, блок цилиндра се не може поправити и мора се заменити.
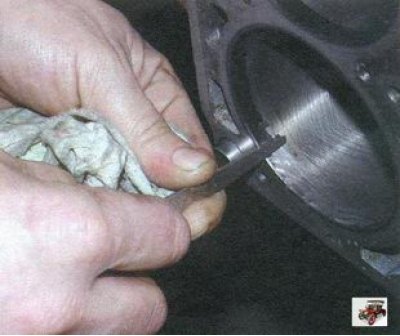
34. Очистите наслаге у горњем делу цилиндара. Ако се тамо формирао каиш због хабања цилиндра, уклоните га стругачем. Проверите истрошеност цилиндара мерењем њихових пречника.
Табела 4.2. Класе клипова, клипова и клипњача
| разред | Пречник | Означавање | ||
| прсти | отвор у клипу и клипњачи | прсти | клип и клипњача | |
| 1 2 3 | 21,970-21,974 21,974-21,978 21,978-21,982 | 21,982-21,986 21,986-21,990 21,990-21,994 | Плави Зелен Црвени | 1 2 3 |