
Elektroda środkowa jest zainstalowana w kanale izolatora o zmiennej średnicy. Głowica elektrody spoczywa na stożkowej powierzchni kanału izolatora w punkcie przejścia od większej średnicy do mniejszej. Część robocza elektrody centralnej wystaje z izolatora na 1,0 do 5,0 mm. Mocowanie elektrody w kanale izolatora i uszczelnienie tego połączenia odbywa się za pomocą szczeliwa szklanego. Jest to mieszanka specjalnego szkła technicznego i proszku metalowego. Szkło musi mieć współczynnik rozszerzalności cieplnej równy współczynnikowi rozszerzalności ceramicznej. W takim przypadku korek uszczelniający nie zostanie zniszczony przez zmiany temperatury podczas pracy. proszek mogalla (miedź lub ołów) dodawany do szkła, aby przewodził prąd elektryczny.
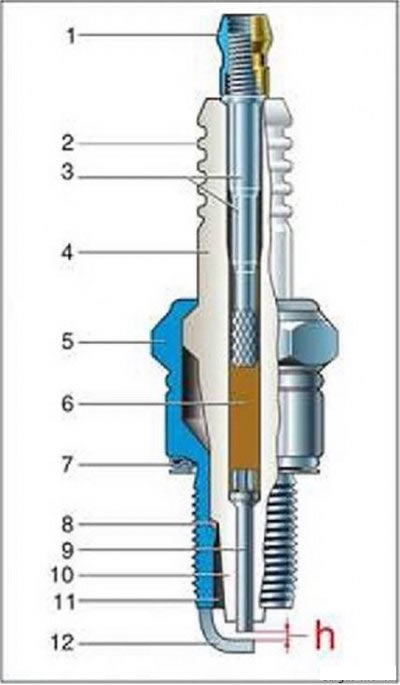
Ryż. 9 - Urządzenie świecy zapłonowej: 1 - nakrętka kontaktowa: 2 - żeberka izolatora (kacze bariery prądowe): 3 - drążek stykowy: 4 - izolator ceramiczny: 5 - obudowa metalowa, b - zaślepka szklana. 7 - kołek uszczelniający: 8 - podkładka radiatora: 9 - elektroda środkowa. 10 - stożek termiczny izolatora: 11 - komora robocza: 12 elektroda boczna -masa-: h - iskiernik
Zespół rdzenia (zespół izolatora z elektrodą środkową i prętem stykowym) przeprowadzane w następującej kolejności. Elektrodę instaluje się w kanale izolatora, a na wierzch wylewa się sproszkowane szczeliwo szklane lub umieszcza w postaci tabletki. Następnie w kanale izolatora instalowana jest głowica kontaktowa. Szczeliwo szklane przed dociśnięciem zajmuje większą objętość niż po tej operacji, a pręt kontaktowy nie może całkowicie wejść do kanału izolatora, wystaje ponad izolator na około jedną trzecią długości. Przedmiot obrabiany jest podgrzewany do temperatury 700-900 "Z siłą kilkudziesięciu kilogramów pręt stykowy wprowadzany jest do zmiękczonego pod wpływem temperatury szczeliwa szklanego. Jednocześnie wpływa do szczelin między kanałem izolatora, głowicą elektrody środkowej i głowicą kontaktową. Po schłodzeniu uszczelniacz szklany krzepnie i solidnie mocuje obie części w kanale izolatora Pomiędzy końcami elektrody a głowicą kontaktową tworzy się korek uszczelniający o wysokości od 1,5 do 7,0 mm, całkowicie blokujący kanał izolatora przed przebiciem gazu
Jeśli konieczne jest zbudowanie oporu elektrycznego w obwodzie elektrody centralnej, do tłumienia zakłóceń elektromagnetycznych stosuje się rezystancyjne szczeliwo szklane. Po schłodzeniu korek uszczelniający uzyskuje opór elektryczny o wymaganej wartości.
Rdzeń jest osadzony w korpusie świecy w taki sposób, że jego stożkowa powierzchnia styka się z odpowiednią powierzchnią wewnątrz korpusu. Pomiędzy tymi powierzchniami znajduje się warstwa uszczelniająco-odprowadzająca ciepło» krążek do hokeja (miedź lub stal).
Mocowanie rdzenia odbywa się poprzez nawinięcie ramienia obudowy na pasek izolatora. Uszczelnienie na połączeniu izolator - obudowa odbywa się poprzez spęczenie obudowy w stanie nagrzanym (termoutwardzalny).
Elektroda uziemiająca» prostokątny przekrój jest przyspawany do końca korpusu i wygięty w kierunku środkowego. Na podstawie obudowy montowany jest o-ring z naciskiem na płaską powierzchnię nośną, mającą za zadanie uszczelnić połączenie między świecą zapłonową a silnikiem.
Nagwintowana część pręta stykowego jest montowana nakrętką stykową, jeśli wymaga tego konstrukcja końcówki przewodu wysokiego napięcia. W niektórych świecach drążek stykowy nie ma gwintowanej główki, jest od razu wytłoczony w postaci nakrętki stykowej.
Izolator
Aby zapewnić nieprzerwane iskrzenie, izolator musi mieć niezbędną wytrzymałość dielektryczną nawet w wysokich temperaturach roboczych. Napięcie przyłożone do izolatora podczas pracy silnika jest równe napięciu przebicia iskiernika. Napięcie to wzrasta wraz ze wzrostem ciśnienia i wielkości szczeliny, a maleje wraz ze wzrostem temperatury. W silnikach z klasycznym układem zapłonowym stosuje się świece zapłonowe z iskiernikiem 0,5-0,7 mm. Maksymalne napięcie przebicia w tych warunkach nie przekracza 12-15 kV (wartość szczytowa). W silnikach z elektronicznymi układami zapłonowymi iskiernik instalacyjny wynosi 0,8-1,0 mm. Podczas pracy może wzrosnąć do 1,3-1,5 mm (oba systemy). W takim przypadku napięcie przebicia może osiągnąć 20-25 kV.
Konstrukcja izolatora jest stosunkowo prosta - jest to cylinder z osiowym otworem do montażu elektrody środkowej.
w środkowej części izolatora znajduje się zgrubienie, tzw. "pas" do połączenia z korpusem. Poniżej obręczy znajduje się cieńsza cylindryczna część - -dulce-, przechodząca w stożek termiczny. W miejscu przejścia od szyjki do stożka termicznego znajduje się stożkowa powierzchnia przeznaczona do montażu pomiędzy izolatorem a korpusem podkładki termoodprowadzającej. Powyżej obręczy znajduje się "głowica", aw miejscu przejścia od obręczy do głowicy znajduje się łopatka służąca do obracania korpusu podczas składania świecy.
Dopuszczalna, biorąc pod uwagę współczynnik bezpieczeństwa, grubość ścianki zależy od wytrzymałości dielektrycznej materiału izolatora. Zgodnie z normami krajowymi izolator musi wytrzymać napięcie probiercze od 18 do 22 kV (efektywna wartość), która jest 1,4 razy większa od amplitudy. Długość główki izolatora jest określona napięciem nakładania się powierzchni i jest realizowana w zakresie od 15 do 35 mm. W przypadku większości świec samochodowych wartość ta wynosi około 25 mm. Dalsze zwiększanie jest nieskuteczne i prowadzi do zmniejszenia wytrzymałości mechanicznej izolatora. Aby wykluczyć możliwość przebicia elektrycznego wzdłuż powierzchni izolatora, jego głowica jest wyposażona w pierścieniowe rowki (obecne bariery) i pokryty specjalną glazurą chroniącą przed ewentualnym zanieczyszczeniem.
Funkcję zabezpieczenia przed zachodzeniem powierzchni na bok komory spalania pełni stożek termiczny. Ta najważniejsza część izolatora, przy stosunkowo niewielkich wymiarach, wytrzymuje powyższe napięcie bez zachodzenia na powierzchnię.
Początkowo jako materiał izolacyjny stosowano zwykłą porcelanę. ale taki izolator był słabo odporny na efekty termiczne i miał niską wytrzymałość mechaniczną.
Wraz ze wzrostem mocy silnika wymagane były bardziej niezawodne izolatory. niż porcelana. Izolatory mikowe są używane od dawna. Jednak przy stosowaniu paliw z dodatkiem ołowiu mika ulegała zniszczeniu. Izolatory ponownie wykonano z ceramiki, ale nie z porcelany, ale ze szczególnie wytrzymałej ceramiki technicznej.
Najpowszechniejszą i najbardziej ekonomiczną metodą produkcji izolatorów jest technologia prasowania izostatycznego, polegająca na wytwarzaniu granulek o wymaganym składzie i właściwościach fizycznych z wcześniej przygotowanych komponentów. Preformy izolatorów są prasowane z granulatu pod wysokim ciśnieniem, szlifowane do wymaganych wymiarów z uwzględnieniem skurczu podczas wypalania, a następnie jednokrotnie wypalane.
Nowoczesne izolatory wykonane są z ceramiki strukturalnej o wysokiej zawartości tlenku glinu na bazie tlenku glinu. Taka ceramika, zawierająca około 95% tlenku glinu, jest w stanie wytrzymać temperatury do 1600'C i ma wysoką wytrzymałość elektryczną i mechaniczną.
Najważniejszą zaletą ceramiki z tlenku glinu jest wysoka przewodność cieplna. To znacznie poprawia charakterystykę cieplną świecy, ponieważ główny strumień ciepła przechodzi przez izolator, wchodząc do świecy przez stożek termiczny i elektrodę środkową (Ryż. 10).
Rama
Metalowa obudowa przeznaczona jest do montażu świecy zapłonowej w silniku i zapewnia szczelność połączenia z izolatorem. Elektroda boczna jest przyspawana do jej końca, aw konstrukcjach z iskiernikiem pierścieniowym korpus pełni bezpośrednio funkcję elektrody «szerokie rzesze».
Korpus jest wykonany przez tłoczenie lub toczenie ze stali konstrukcyjnych niskowęglowych.
wewnątrz obudowy znajduje się pierścieniowy występ o stożkowej powierzchni. na którym spoczywa izolator. Na cylindrycznej części korpusu wykonany jest pierścieniowy rowek, tzw. rowek termoutwardzalny. W trakcie montażu świecy górne ramię korpusu jest nawijane na pas izolatora. Następnie jest podgrzewany i osadzany na prasie, podczas gdy termoutwardzalny rowek poddawany jest odkształceniu plastycznemu, a korpus szczelnie pokrywa izolator. W wyniku opadów termicznych korpus znajduje się w stanie naprężeń, co zapewnia szczelność świecy przez cały okres użytkowania.
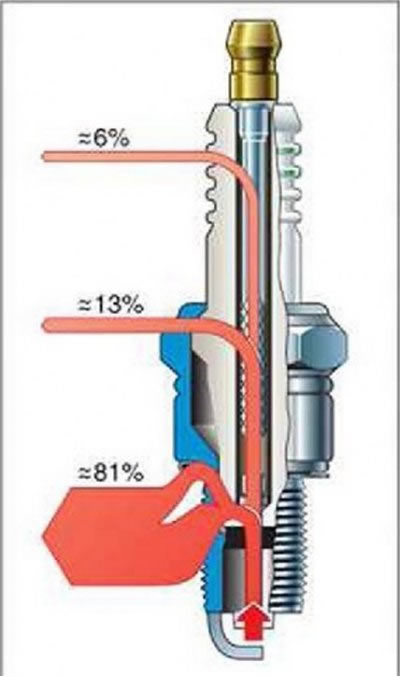
Ryż. 10. Strumienie ciepła w izolatorze świecy
Elektrody
Jak wspomniano powyżej, aby poprawić skuteczność zapłonu, elektrody świecy zapłonowej powinny być jak najcieńsze i jak najdłuższe, a iskiernik powinien mieć jak największą dopuszczalną wartość. Z drugiej strony, aby zapewnić trwałość, elektrody muszą być odpowiednio masywne.
Dlatego w zależności od wymagań dotyczących mocy, efektywności paliwowej i toksyczności silników z jednej strony oraz wymagań dotyczących trwałości świecy zapłonowej z drugiej strony opracowano odrębną konstrukcję elektrod dla każdego typu silnika.
Pojawienie się elektrod bimetalicznych umożliwiło do pewnego stopnia rozwiązanie tego problemu, ponieważ taka elektroda ma wystarczającą przewodność cieplną. Inaczej niż zwykle «monometaliczny» podczas pracy na silniku ma niższą temperaturę i odpowiednio dłuższy zasób. W przypadkach, gdy wymagane jest zwiększenie zasobów, stosuje się dwie elektrody "szerokie rzesze- (rys.11). W świecach produkcji zagranicznej stosuje się w tym celu trzy, a nawet cztery elektrody. Przemysł krajowy produkuje świece z taką liczbą elektrod tylko do lotniczych i przemysłowych silników gazowych. Należy zauważyć, że wraz ze wzrostem liczby elektrod odporność na osady węglowe maleje, a czyszczenie z osadów węglowych staje się trudniejsze.
Na materiał elektrody nakładane są następujące wymagania: wysoka odporność na korozję i erozję: odporność na ciepło i odporność na kamień: wysoka przewodność cieplna; plastyczność wystarczająca do tłoczenia. Koszt materiału nie powinien być wysoki.Najbardziej rozpowszechnione w przemyśle krajowym do produkcji elektrod centralnych świec zapłonowych są stopy żaroodporne: żelazo-chrom-tytan, nikiel-chrom-żelazo i nikiel-chrom z różnymi stopami dodatki

Ryż. 11. Świeca A26DV-1 z dwiema bocznymi elektrodami «szerokie rzesze»
Elektroda boczna «szerokie rzesze» powinien mieć wysoką odporność na ciepło i odporność na korozję. Musi mieć dobrą spawalność z konwencjonalną stalą konstrukcyjną, z której wykonana jest obudowa, dlatego stosuje się stop niklowo-manganowy (Na przykład. NMC-5). Elektroda boczna musi mieć dobrą ciągliwość, aby móc kontrolować iskiernik.
W celu zmniejszenia efektu tłumienia elektrod podczas uszlachetniania świec wykonuje się rowki na elektrodach oraz wykonuje się masy w elektrodzie» robić dziury. Czasami elektroda boczna jest podzielona na dwie części, zamieniając świecę jednoelektrodową w świecę dwuelektrodową.
Wbudowany rezystor
Wyładowanie iskrowe jest źródłem zakłóceń elektromagnetycznych, w tym odbioru radiowego. Aby je stłumić, między elektrodą centralną a głowicą kontaktową instaluje się rezystor o rezystancji elektrycznej od 4 do 13 kOhm w temperaturze 25±10°C. Podczas pracy dopuszcza się zmianę wartości tej rezystancji w zakresie 2-50 kOhm po wystawieniu na działanie temperatur od -40 do +300°C i impulsów wysokiego napięcia.
Dodatkowy izolator
Nawet niewielkie straty energii zapłonu prowadzą do osłabienia iskry ze wszystkimi nieprzyjemnymi konsekwencjami: pogorszeniem rozruchu, niestabilną pracą na biegu jałowym, utratą mocy silnika, nadmiernym zużyciem paliwa, zwiększoną toksycznością spalin itp. Jeżeli powierzchnia izolatora jest pokryty sadzą, brudem lub tylko wilgocią, następuje wyciek «do ziemi». Jest wykrywany w ciemności w postaci wyładowania koronowego na powierzchni izolatora. Wyciek przez zanieczyszczoną powierzchnię stożka termicznego izolatora w komorze spalania silnika może doprowadzić do braku iskrzenia. Najbardziej radykalnym sposobem na zwiększenie wytrzymałości elektrycznej izolacji jest zamontowanie dodatkowego izolatora w postaci tulejki ceramicznej pomiędzy korpusem a głowicą stykową świecy. W ten sposób świeca zyskuje podwójną ochronę przed upływem prądu «do ziemi».
Świece komorowe

Ryż. 12. Świeca zapłonowa z komorą wstępną
Istnieją różne wersje urządzenia świecowego, w których komora robocza wykonana jest w formie komory wstępnej. Służą do poprawy spalania mieszanki roboczej. Świece zapłonowe z komorą wstępną są podobne do świec zapłonowych do silników sportowych wymuszonych, gdzie elektrody chroniące przed przegrzaniem są umieszczone głęboko w komorze roboczej korpusu. Różnica polega na tym. ta dziura. podłączenie komory roboczej (komora wstępna) z cylindrem silnika, utwórz specjalny kształt. Po ściśnięciu świeża mieszanka dostaje się do komory wstępnej, w obszarze przepływu wirowego następuje wyładowanie iskrowe, a powstawanie pierwotnego ogniska zapłonu staje się intensywniejsze. Zapewnia to szybkie rozprzestrzenianie się płomienia w komorze wstępnej. Ciśnienie gwałtownie rośnie i wyrzuca płomień, który wnika do komory spalania silnika i intensyfikuje zapłon nawet bardzo ubogiej mieszanki roboczej.
Kiedy spalające się gazy przepływają z komory wstępnej do cylindra silnika, w wyniku turbulencji palnej mieszanki proces spalania zostaje przyspieszony i staje się bardziej wydajny. Ten. z kolei może prowadzić do poprawy wskaźników charakteryzujących efektywność paliwową i toksyczność spalin.
Wadą świec z komorą wstępną jest to, że efekt tłumienia elektrod jest duży, a odporność na osady węglowe jest niska. Wentylacja komory wstępnej jest utrudniona, a znajdująca się w niej palna mieszanka zawiera zwiększoną ilość gazów resztkowych. Gdy palące się gazy przepływają z komory wstępnej do cylindra, występują dodatkowe straty ciepła. Jeden z wariantów świecy przedkomorowej pokazano na ryc. 12.