
Centrálna elektróda je inštalovaná v kanáli izolátora s premenlivým priemerom. Hlava elektródy spočíva na kužeľovej ploche kanála izolátora v mieste prechodu z väčšieho priemeru na menší. Pracovná časť centrálnej elektródy vyčnieva z izolátora o 1,0 až 5,0 mm. Upevnenie elektródy v kanáli izolátora a utesnenie tohto spojenia sa vykonáva pomocou skleneného tmelu. Ide o zmes špeciálneho technického skla a kovového prášku. Sklo musí mať koeficient tepelnej rozťažnosti rovnaký ako keramika. V tomto prípade sa tesniaca zátka nezničí zmenami teploty počas prevádzky. mogalový prášok (meď alebo olovo) pridáva sa do skla, aby bolo elektricky vodivé.
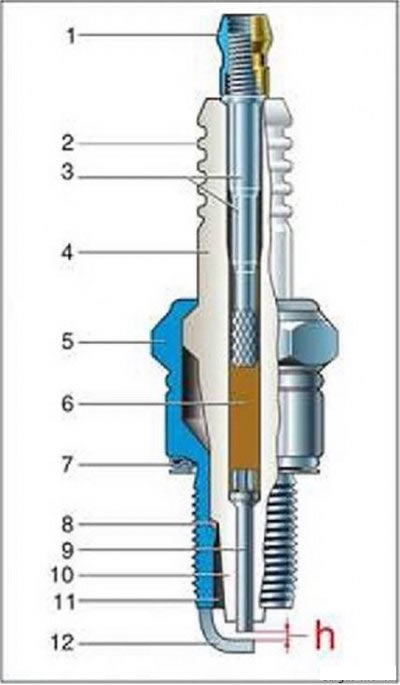
Ryža. 9 - Zariadenie zapaľovacej sviečky: 1 - kontaktná matica: 2 - rebrá izolátora (kačacie prúdové bariéry): 3 - kontaktná tyč: 4 - keramický izolátor: 5 - kovové puzdro, b - sklenená tesniaca zátka. 7 - tesniaci kolík: 8 - podložka chladiča: 9 - centrálna elektróda. 10 - tepelný kužeľ izolátora: 11 - pracovná komora: 12 bočná elektróda -zem-: h - iskrisko
Zostava jadra (zostava izolátora s centrálnou elektródou a kontaktnou tyčou) vykonávané v nasledujúcom poradí. Elektróda sa inštaluje do kanála izolátora a na vrch sa naleje práškový sklenený tmel alebo sa umiestni vo forme tablety. Potom sa do kanála izolátora nainštaluje kontaktná hlava. Pred lisovaním zaberá sklenený tmel väčší objem ako po tejto operácii a kontaktná tyč nemôže úplne vstúpiť do kanála izolátora, vyčnieva nad izolátor asi o tretinu dĺžky. Obrobok sa zahreje na teplotu 700-900°C "S a silou niekoľkých desiatok kilogramov sa kontaktná tyč zasunie do skleneného tmelu zmäknutého vplyvom teploty. Súčasne prúdi do medzier medzi kanálom izolátora, hlavou centrálnej elektródy a kontaktnou hlavou. Po ochladení sklenený tmel stuhne a bezpečne fixuje obe časti v kanáli izolátora Medzi koncami elektródy a kontaktnou hlavicou je vytvorená tesniaca zátka s výškou 1,5 až 7,0 mm, ktorá úplne blokuje kanál izolátora pred prienikom plynu
Ak je potrebné zabudovať do obvodu centrálnej elektródy elektrický odpor, na potlačenie elektromagnetického rušenia sa používa odporový sklenený tmel. Po ochladení nadobudne tesniaca zátka elektrický odpor požadovanej hodnoty.
Jadro je inštalované v tele sviečky tak, že prichádza do kontaktu s jej kužeľovým povrchom s príslušným povrchom vo vnútri tela. Medzi týmito povrchmi je tesnenie-odvod tepla» puk (meď alebo oceľ).
Upevnenie jadra sa vykonáva navinutím ramena puzdra na pás izolátora. Utesnenie na spojovacom izolátore - skrini sa vykonáva upchatím puzdra v zahriatom stave (termoset).
Uzemňovacia elektróda» obdĺžniková časť je privarená ku koncu tela a ohnutá smerom k stredu. O-krúžok je inštalovaný na základni krytu s dôrazom na rovnú nosnú plochu, určený na utesnenie spojenia medzi zapaľovacou sviečkou a motorom.
Na závitovej časti kontaktnej tyče je inštalovaná kontaktná matica, ak to vyžaduje konštrukcia hrotu vysokonapäťového drôtu. V niektorých sviečkach kontaktná tyč nemá hlavu so závitom, je okamžite vyrazená vo forme kontaktnej matice.
Izolátor
Aby sa zabezpečilo neprerušované iskrenie, musí mať izolátor potrebnú dielektrickú pevnosť aj pri vysokých prevádzkových teplotách. Napätie aplikované na izolátor počas prevádzky motora sa rovná prieraznému napätiu iskriska. Toto napätie sa zvyšuje so zvyšujúcim sa tlakom a veľkosťou medzery a klesá so zvyšujúcou sa teplotou. Na motoroch s klasickým zapaľovacím systémom sa používajú zapaľovacie sviečky s medzerou 0,5-0,7 mm. Maximálne prierazné napätie za týchto podmienok nepresahuje 12-15 kV (hodnota amplitúdy). Na motoroch s elektronickými zapaľovacími systémami je inštalačné iskrisko 0,8-1,0 mm. Počas prevádzky sa môže zvýšiť na 1,3-1,5 mm (oba systémy). V tomto prípade môže prierazné napätie dosiahnuť 20-25 kV.
Konštrukcia izolátora je pomerne jednoduchá - ide o valec s axiálnym otvorom na inštaláciu centrálnej elektródy.
v strednej časti izolantu je zhrubnutie, takzvaný "pás" na spojenie s telom. Pod pásom je tenšia valcovitá časť - -dulce-, prechádzajúca do termálneho kužeľa. V mieste prechodu z hrdla do tepelného kužeľa je kužeľová plocha určená na inštaláciu medzi izolátor a teleso teplovodnej tesniacej podložky. Nad pásom je umiestnená -hlava' a v mieste prechodu z pásu do hlavy je rameno na rolovanie ramena tela pri zostavovaní sviečky.
Prípustná, berúc do úvahy bezpečnostný faktor, hrúbka steny je určená dielektrickou pevnosťou materiálu izolátora. Podľa domácich noriem musí izolátor vydržať skúšobné napätie 18 až 22 kV (efektívna hodnota), ktorá je 1,4-krát väčšia ako amplitúda Dĺžka hlavy izolátora je určená napätím prekrytia povrchu a vykonáva sa v rozsahu od 15 do 35 mm. Pre väčšinu automobilových sviečok je táto hodnota asi 25 mm. Ďalšie zvýšenie je neúčinné a vedie k zníženiu mechanickej pevnosti izolátora. Aby sa vylúčila možnosť elektrického zlyhania pozdĺž povrchu izolátora, jeho hlava je vybavená prstencovými drážkami (súčasné bariéry) a pokryté špeciálnou glazúrou na ochranu pred možnou kontamináciou.
Funkciu ochrany proti plošnému prekrytiu na strane spaľovacej komory plní tepelný kužeľ. Táto najdôležitejšia časť izolátora s relatívne malými rozmermi odoláva vyššie uvedenému napätiu bez prekrývania na povrchu.
Spočiatku sa ako izolačný materiál používal obyčajný porcelán. ale takýto izolant zle odolával tepelným účinkom a mal nízku mechanickú pevnosť.
S nárastom výkonu motora boli potrebné spoľahlivejšie izolátory. než porcelán. Sľudové izolátory sa používajú už dlho. Pri použití palív s prídavkom olova sa však sľuda zničila. Izolátory sa opäť vyrábali z keramiky, nie však z porcelánu, ale z obzvlášť odolnej technickej keramiky.
Najbežnejšia a ekonomicky výhodná na výrobu izolantov je technológia izostatického lisovania, kedy sa z vopred pripravených komponentov vyrábajú granule požadovaného zloženia a fyzikálnych vlastností. Predlisky izolátorov sa lisujú z granúl pri vysokom tlaku, brúsia sa na požadované rozmery s prihliadnutím na zmršťovanie pri vypaľovaní a následne sa jednorazovo vypaľujú.
Moderné izolátory sú vyrobené z vysokohlinitej konštrukčnej keramiky na báze oxidu hlinitého. Takáto keramika, obsahujúca asi 95 % oxidu hlinitého, je schopná odolávať teplotám do 1600°C a má vysokú elektrickú a mechanickú pevnosť.
Najdôležitejšou výhodou hliníkovej keramiky je, že má vysokú tepelnú vodivosť. To výrazne zlepšuje tepelnú charakteristiku sviečky, pretože hlavný tepelný tok prechádza cez izolátor a vstupuje do sviečky cez tepelný kužeľ a centrálnu elektródu (ryža. 10).
Rám
Kovové puzdro je určené na inštaláciu zapaľovacej sviečky do motora a zabezpečuje tesnosť spojenia s izolátorom. Na jej koniec je privarená bočná elektróda a v prevedeniach s prstencovým iskriskom telo priamo plní funkciu elektródy «omši».
Telo je vyrobené lisovaním alebo sústružením z konštrukčných nízkouhlíkových ocelí.
vnútri puzdra je prstencový výstupok s kužeľovou plochou. na ktorom spočíva izolant. Na valcovej časti tela je vytvorená prstencová drážka, takzvaná termosetová drážka. V procese montáže sviečky sa horné rameno tela navinie na pás izolátora. Potom sa zahreje a nanesie na lis, pričom termosetová drážka sa plasticky deformuje a teleso tesne zakryje izolátor. V dôsledku tepelných zrážok je telo v namáhanom stave, čo zabezpečuje tesnosť sviečky po celú dobu životnosti.
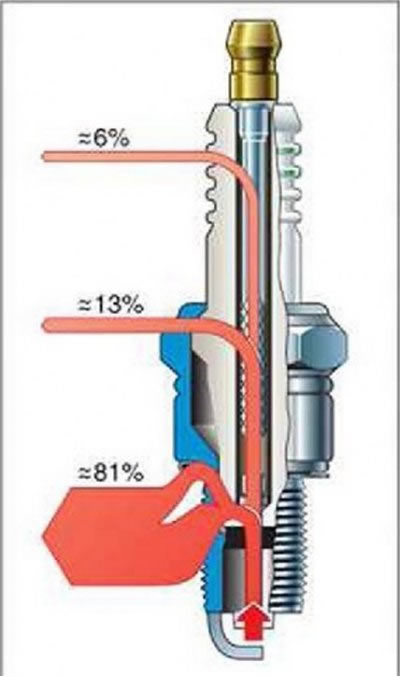
Ryža. 10. Tepelné toky v izolátore sviečky
Elektródy
Ako bolo uvedené vyššie, aby sa zlepšila účinnosť zapaľovania, elektródy zapaľovacej sviečky by mali byť čo najtenšie a najdlhšie a iskriská medzera by mala mať maximálnu prípustnú hodnotu. Na druhej strane, aby bola zaistená odolnosť, musia byť elektródy dostatočne masívne.
Preto v závislosti od požiadaviek na výkon, palivovú účinnosť a toxicitu motorov na jednej strane a požiadaviek na trvanlivosť zapaľovacej sviečky na strane druhej bola vyvinutá samostatná konštrukcia elektród pre každý typ motora.
Vzhľad bimetalových elektród umožnil do určitej miery vyriešiť tento problém, pretože takáto elektróda má dostatočnú tepelnú vodivosť. Na rozdiel od bežného «monometalické» pri práci na motore má nižšiu teplotu a teda aj dlhší zdroj. V prípadoch, keď je potrebné zvýšiť zdroj, sa používajú dve elektródy "omše- (obr.11). Na sviečkach zahraničnej výroby sa na tento účel používajú tri alebo dokonca štyri elektródy. Domáci priemysel vyrába sviečky s takým počtom elektród len pre letecké a priemyselné plynové motory. Treba poznamenať, že s nárastom počtu elektród klesá odolnosť voči uhlíkovým usadeninám a čistenie od uhlíkových usadenín sa stáva zložitejším.
Na materiál elektródy sú kladené nasledujúce požiadavky: vysoká odolnosť proti korózii a erózii: tepelná odolnosť a odolnosť proti tvorbe vodného kameňa: vysoká tepelná vodivosť; plasticita dostatočná na razenie. Náklady na materiál by nemali byť vysoké.Najrozšírenejšie v domácom priemysle na výrobu centrálnych elektród zapaľovacích sviečok sú tepelne odolné zliatiny: železo-chróm-titán, nikel-chróm-železo a nikel-chróm s rôznym legovaním aditíva

Ryža. 11. Sviečka A26DV-1 s dvoma bočnými elektródami «omši»
Bočná elektróda «omši» musí mať vysokú tepelnú odolnosť a odolnosť proti korózii. Musí mať dobrú zvariteľnosť s bežnou konštrukčnou oceľou, z ktorej je puzdro vyrobené, preto sa používa zliatina niklu a mangánu (Napríklad. NMC-5). Bočná elektróda musí mať dobrú ťažnosť, aby mohla ovládať iskrisko.
Aby sa znížil tlmiaci účinok elektród, pri rafinácii sviečok sa na elektródach vytvárajú drážky a v elektróde sa vytvárajú hmoty» urobiť priechodné otvory. Niekedy je bočná elektróda rozdelená na dve časti, čím sa jednoelektródová sviečka zmení na dvojelektródovú.
Vstavaný odpor
Iskrový výboj je zdrojom elektromagnetického rušenia, vrátane rádiového príjmu. Na ich potlačenie je medzi centrálnu elektródu a kontaktnú hlavicu inštalovaný odpor s elektrickým odporom 4 až 13 kOhm pri teplote 25±10°C. Počas prevádzky je dovolené meniť hodnotu tohto odporu v rozsahu 2-50 kOhm po vystavení teplotám od -40 do +300°C a vysokonapäťovým impulzom.
Dodatočný izolátor
Aj malé straty zápalnej energie vedú k zoslabnutiu iskry so všetkými nepríjemnými následkami: zhoršenie štartovania, nestabilný chod naprázdno, strata výkonu motora, nadmerná spotreba paliva, zvýšená toxicita výfukových plynov atď. Ak je povrch izolátora pokryté sadzami, špinou alebo len vlhkosťou, dochádza k úniku «k zemi». Zisťuje sa v tme vo forme korónového výboja na povrchu izolátora. Únik cez znečistený povrch tepelného kužeľa izolátora v spaľovacej komore motora môže viesť k poruche iskrenia. Najradikálnejším spôsobom zvýšenia elektrickej pevnosti izolácie je inštalácia prídavného izolátora vo forme keramickej priechodky medzi telo a kontaktnú hlavu sviečky. Sviečka tak získava dvojitú ochranu pred únikom prúdu «k zemi».
Predkomorové sviečky

Ryža. 12. Predkomorová zapaľovacia sviečka
Existujú rôzne verzie sviečkového zariadenia, v ktorých je pracovná komora vyrobená vo forme predkomory. Používajú sa na zlepšenie spaľovania pracovnej zmesi. Predkomorové zapaľovacie sviečky sú podobné zapaľovacím sviečkam pre nútené športové motory, kde sú elektródy na ochranu pred prehriatím inštalované hlboko vo vnútri pracovnej komory tela. Rozdiel je v tom. tá diera. pripojenie pracovnej komory (predkomora) s valcom motora vytvorte špeciálny tvar. Po stlačení sa čerstvá zmes dostane do predkomory, v oblasti vírivého prúdenia vzniká iskrový výboj a zintenzívňuje sa tvorba primárneho miesta vznietenia. To zaisťuje rýchle šírenie plameňa v predkomôrke. Tlak rýchlo stúpa a vrhá plameň, ktorý preniká do spaľovacej komory motora a zintenzívňuje zapálenie aj veľmi chudobnej pracovnej zmesi.
Keď horiace plyny prúdia z predkomory do valca motora, v dôsledku turbulencie horľavej zmesi sa proces spaľovania zrýchľuje a stáva sa efektívnejším. Toto. zase môže viesť k zlepšeniu ukazovateľov charakterizujúcich palivovú účinnosť a toxicitu výfukových plynov.
Nevýhody predkomorových sviečok spočívajú v tom, že tlmiaci účinok elektród je veľký a odolnosť voči uhlíkovým usadeninám je nízka. Vetranie predkomory je náročné a horľavá zmes v nej obsahuje zvýšené množstvo zvyškových plynov. Keď horiace plyny prúdia z predkomory do valca, dochádza k dodatočným tepelným stratám. Jeden z variantov predkomorovej sviečky je znázornený na obr. 12.