
Централна електрода је уграђена у канал изолатора променљивог пречника. Глава електроде лежи на конусној површини канала изолатора на месту прелаза са већег пречника на мањи. Радни део централне електроде вири из изолатора за 1,0 до 5,0 мм. Фиксирање електроде у каналу изолатора и заптивање ове везе се врши помоћу заптивача за стакло. То је мешавина специјалног техничког стакла и металног праха. Стакло мора имати коефицијент термичке експанзије једнак коефицијенту керамике. У овом случају, заптивни чеп се неће уништити променама температуре током рада. могалл прах (бакар или олово) додато стаклу да би постало електрично проводљиво.
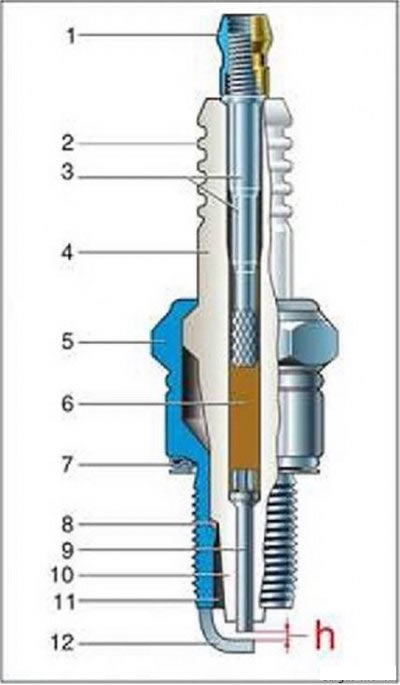
Сл. 9 - Уређај за свећицу: 1 - контактна матица: 2 - изолаторска ребра (баријере патке струје): 3 - контактна шипка: 4 - керамички изолатор: 5 - метално кућиште, б - стаклени заптивач. 7 - заптивни клин: 8 - подлошка хладњака: 9 - централна електрода. 10 - термички конус изолатора: 11 - радна комора: 12 бочна електрода - уземљење-: х - искриште
Цоре Ассембли (изолаторски склоп са централном електродом и контактном шипком) спроведене следећим редоследом. Електрода се уграђује у канал изолатора и на врху се сипа прашкасти стаклени заптивач или се ставља у облику таблете. Затим се у канал изолатора уграђује контактна глава. Заптивач за стакло пре притискања заузима већу запремину него после ове операције, а контактна шипка не може у потпуности да уђе у канал изолатора.Излази изнад изолатора за око трећину дужине. Радни предмет се загрева на температуру од 700-900 "Ц и силом од неколико десетина килограма контактна шипка се убацује у стаклени заптивач омекшан под утицајем температуре. Истовремено се улива у зазоре између изолаторски канал, глава централне електроде и контактна глава.После хлађења заптивач за стакло стврдњава и безбедно фиксира оба дела у изолаторском каналу Између крајева електроде и контактне главе формира се заптивни чеп вис. од 1,5 до 7,0 мм, потпуно блокирајући канал изолатора од продора гаса
Ако је потребно уградити електрични отпор у коло централне електроде, за сузбијање електромагнетних сметњи користи се отпорни стаклени заптивач. Након хлађења, заптивни чеп добија електрични отпор потребне вредности.
Језгро је уграђено у тело свеће тако да долази у контакт својом конусном површином са одговарајућом површином унутар тела. Између ових површина, заптивање-одводњавање топлоте» пак (бакар или челик).
Причвршћивање језгра се врши намотавањем рамена кућишта на појас изолатора. Заптивање на спојном изолатору - кућиште се врши премештањем кућишта у загрејаном стању (термореактивне).
Уземљена електрода» правоугаони пресек је заварен за крај тела и савијен према централном. О-прстен је постављен на основу кућишта са нагласком на равну носећу површину, дизајниран да заптива везу између свећице и мотора.
Контактна матица се поставља на навојни део контактне шипке, ако то захтева дизајн врха жице високог напона. У неким свећама контактна шипка нема главу са навојем, одмах је утиснута у облику контактне матице.
Изолатор
Да би се обезбедило непрекидно варничење, изолатор мора имати потребну диелектричну чврстоћу чак и при високим радним температурама. Напон који се примењује на изолатор током рада мотора једнак је напону пробоја искришта. Овај напон расте са повећањем притиска и величине зазора и опада са повећањем температуре. На моторима са класичним системом паљења користе се свећице са размаком од 0,5-0,7 мм. Максимални пробојни напон под овим условима не прелази 12-15 кВ (вршна вредност). На моторима са електронским системима паљења, инсталациони размак је 0,8-1,0 мм. Током рада, може се повећати на 1,3-1,5 мм (оба система). У овом случају, пробојни напон може достићи 20-25 кВ.
Дизајн изолатора је релативно једноставан - то је цилиндар са аксијалним отвором за уградњу централне електроде.
у средњем делу изолатора налази се задебљање, такозвани "појас" за везу са телом. Испод појаса је тањи цилиндрични део - -дулце-, који прелази у термички конус. На прелазној тачки од грла до термичког конуса налази се конусна површина намењена за уградњу између изолатора и тела заптивне подлошке која одводи топлоту. Изнад појаса се налази -глава', а на прелазу из појаса у главу налази се раме за котрљање тела раме приликом склапања свеће.
Дозвољено, узимајући у обзир фактор сигурности, дебљина зида је одређена диелектричном чврстоћом изолационог материјала. Према домаћим стандардима, изолатор мора издржати испитни напон од 18 до 22 кВ (ефективна вредност), што је 1,4 пута веће од амплитуде Дужина изолаторске главе одређена је напоном површинског преклапања и изводи се у опсегу од 15 до 35 мм. За већину аутомобилских свећа, ова вредност је око 25 мм. Даље повећање је неефикасно и доводи до смањења механичке чврстоће изолатора. Да би се искључила могућност електричног квара дуж површине изолатора, његова глава је опремљена прстенастим жлебовима (тренутне баријере) и прекривен специјалном глазуром за заштиту од могуће контаминације.
Функцију заштите од површинског преклапања на страни коморе за сагоревање врши термички конус. Овај најважнији део изолатора, релативно малих димензија, издржава горе наведени напон без преклапања на површини.
У почетку је обичан порцелан коришћен као изолациони материјал. али је такав изолатор слабо одолевао топлотним ефектима и имао је ниску механичку чврстоћу.
Са повећањем снаге мотора, потребни су поузданији изолатори. него порцелан. Изолатори од лискуна се користе дуго времена. Међутим, када се користе горива са додатком олова, лискун је уништен. Изолатори су поново направљени од керамике, али не од порцелана, већ од посебно издржљиве техничке керамике.
Најчешћа и економски исплатива за производњу изолатора је технологија изостатичког пресовања, када се од унапред припремљених компоненти праве грануле потребног састава и физичких својстава. Предформе изолатора се пресују од гранула под високим притиском, мељу до потребних димензија, узимајући у обзир скупљање током печења, а затим једном пече.
Савремени изолатори се израђују од структурне керамике са високим садржајем глинице на бази глинице. Таква керамика, која садржи око 95% глинице, може да издржи температуре до 1600 'Ц и има високу електричну и механичку чврстоћу.
Најважнија предност глинице керамике је да има високу топлотну проводљивост. Ово значајно побољшава термичку карактеристику свеће, пошто главни ток топлоте пролази кроз изолатор, улазећи у свећу кроз термички конус и централну електроду (пиринач. 10).
Рам
Метално кућиште је дизајнирано за уградњу свећице у мотор и обезбеђује непропусност везе са изолатором. Бочна електрода је заварена на њен крај, ау дизајну са прстенастим размаком, тело директно врши функцију електроде «масе».
Тело се израђује штанцањем или стругањем од конструкцијских нискоугљеничних челика.
унутар кућишта налази се прстенаста избочина са конусном површином. на који се ослања изолатор. На цилиндричном делу тела је направљен прстенасти жлеб, такозвани термореактивни жлеб. У процесу састављања свеће, горње раме тела се намотава на изолациони појас. Затим се загрева и одлаже на пресу, док се термореактивни жлеб подвргава пластичној деформацији, а тело чврсто покрива изолатор. Као резултат термичких падавина, тело је у напрегнутом стању, што обезбеђује непропусност свеће током целог радног века.
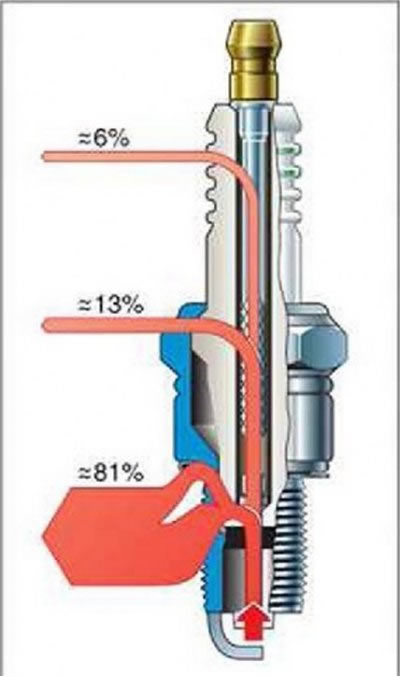
Сл. 10. Топлота струји у изолатору свеће
Електроде
Као што је горе поменуто, да би се побољшала ефикасност паљења, електроде свећице треба да буду што је могуће тање и дуже, а размак треба да има максималну дозвољену вредност. С друге стране, да би се обезбедила издржљивост, електроде морају бити довољно масивне.
Стога је, у зависности од захтева за снагом, економичношћу горива и токсичности мотора, с једне стране, и захтевима за издржљивост свећице, с друге стране, развијен посебан дизајн електрода за сваки тип мотора.
Појава биметалних електрода омогућила је да се овај проблем у одређеној мери реши, јер таква електрода има довољну топлотну проводљивост. За разлику од уобичајеног «монометални» при раду на мотору има нижу температуру и, сходно томе, дужи ресурс. У случајевима када је потребно повећати ресурс, две електроде "мас (сл.11). На свећама иностране производње у ту сврху се користе три или чак четири електроде. Домаћа индустрија производи свеће са таквим бројем електрода само за ваздухопловне и индустријске гасне моторе. Треба напоменути да са повећањем броја електрода, отпорност на наслаге угљеника се смањује и чишћење од наслага угљеника постаје теже.
За материјал електроде постављају се следећи захтеви: висока отпорност на корозију и ерозију: отпорност на топлоту и отпорност на каменац: висока топлотна проводљивост; пластичност довољна за штанцање. Цена материјала не би требало да буде висока.Најраспрострањеније у домаћој индустрији за производњу централних електрода свећица су легуре отпорне на топлоту: гвожђе-хром-титан, никл-хром-гвожђе и никл-хром са различитим легирањем. адитиви

Сл. 11. Свећа А26ДВ-1 са две бочне електроде «масе»
Бочна електрода «масе» треба да има високу отпорност на топлоту и отпорност на корозију. Мора имати добру заварљивост са конвенционалним конструкцијским челиком од којег је направљено кућиште, стога се користи легура никл-манган (На пример. НМЦ-5). Бочна електрода мора имати добру дуктилност да би могла да контролише искриште.
Да би се смањио ефекат пригушења електрода, приликом рафинирања свећа, на електродама се праве жлебови, а у електроди се праве масе» направити кроз рупе. Понекад је бочна електрода подељена на два дела, претварајући свећу са једном електродом у свећу са две електроде.
Уграђени отпорник
Варничко пражњење је извор електромагнетних сметњи, укључујући радио пријем. За њихово сузбијање, између централне електроде и контактне главе поставља се отпорник, који има електрични отпор од 4 до 13 кОхм на температури од 25±10°Ц. Током рада, дозвољено је променити вредност овог отпора у опсегу од 2-50 кОхм након излагања температурама од -40 до +300°Ц и високонапонским импулсима.
Додатни изолатор
Чак и мали губици енергије паљења доводе до слабљења варнице са свим непријатним последицама: погоршање покретања, нестабилан рад у празном ходу, губитак снаге мотора, прекомерна потрошња горива, повећана токсичност издувних гасова итд. Ако је површина изолатора прекривен чађом, прљавштином или само влагом, долази до цурења «на земљу». Детектује се у мраку у виду коронског пражњења на површини изолатора. Пропуштање кроз контаминирану површину термичког конуса изолатора у комори за сагоревање мотора може довести до квара у варништву. Најрадикалнији начин повећања електричне чврстоће изолације је уградња додатног изолатора у облику керамичке чауре између тела и контактне главе свеће. Тако свећа стиче двоструку заштиту од цурења струје «на земљу».
Предкоморне свеће

Сл. 12. Предкоморна свећица
Постоје различите верзије уређаја за свеће, у којима је радна комора направљена у облику предкомора. Користе се за побољшање сагоревања радне смеше. Предкоморне свећице су сличне свећицама за форсиране спортске моторе, где су електроде за заштиту од прегревања уграђене дубоко унутар радне коморе каросерије. Разлика је. та рупа. повезивање радне коморе (предкомора) са цилиндром мотора направити посебан облик. Када се компресује, свежа смеша улази у предкомору, у пределу вртложног тока долази до искре, а формирање примарног места паљења постаје интензивније. Ово обезбеђује брзо ширење пламена у предкомори. Притисак брзо расте и избацује пламен који продире у комору за сагоревање мотора и појачава паљење чак и веома сиромашне радне смеше.
Када гасови сагоревања теку из предкомора у цилиндар мотора, услед турбуленције запаљиве смеше, процес сагоревања се убрзава и постаје ефикаснији. Ово. заузврат, може довести до побољшања индикатора који карактеришу ефикасност горива и токсичност издувних гасова.
Недостаци предкоморних свећа су што је ефекат пригушења електрода велики, а отпорност на наслаге угљеника ниска. Вентилација предкомора је отежана и запаљива смеша у њој садржи повећану количину заосталих гасова. Када гасови сагоревања теку из предкомора у цилиндар, настају додатни губици топлоте. Једна од варијанти предкоморне свеће приказана је на Сл. 12.