
При этом исключительно за счет повышения качества очистки и мойки может быть увеличен ресурс отремонтированных агрегатов на 25...30%, а также на 15...20% повышена производительность труда разборщиков.
Виды и характер загрязнений
У автомобиля и агрегатов наружные поверхности покрываются пылью и дорожной грязью, продуктами коррозии, а также маслами и топливом при небрежной заправке или их утечке.
Загрязнения двигателя бывают следующими.
Нагар — твердые углеродистые вещества, которые откладываются на стенках камеры сгорания, днище поршня, выпускных клапанах и коллекторах или свечах. Нагар имеет низкую теплопроводность, что приводит к перегреву двигателя и снижению мощности. Отслаивающиеся или откалывающиеся частицы нагара, обладая абразивным действием, вызывают повышенный износ деталей.
Лаковые отложения — тонкие слои углеродистых веществ, напоминающие по внешнему виду лаковые покрытия. Они образуются на поршневых кольцах, юбке поршня, шатунах и являются одной из причин пригорания поршневых колец.
Осадки — мазеобразные сгустки (смолистые отложения), состоящие из продуктов физико-химического изменения топлива и масла, а также механических примесей продуктов износа и пыли. Осадки откладываются на стенках картера, фильтрах, маслопроводах и масляных баках. Вредное действие осадков состоит в загрязнении свежего масла, засорении маслопроводов и т.д.
Накипь — твердые отложения на внутренних стенках рубашки блока цилиндров и патрубков радиатора. Она образуется при использовании воды, содержащей малорастворимые соли магния и кальция, а также механические примеси.
Основными вилами загрязнений являются маслянисто-грязевые и асфальтосмолистые отложения, старая краска, нагар, накипь и продукты коррозии. Для удаления всех видов загрязнений необходимо применение многостадийного процесса мойки и очистки.
Моечно-очистные работы
Моечно-очистные работы, не считая наружной мойки автомобиля при его приемке в ремонт, разделяют на следующие стадии:
- мойка шасси (для грузовых автомобилей);
- мойка частично разобранных агрегатов;
- мойка и очистка деталей.
Рекомендации по выбору способов и средств очистки в зависимости от вида загрязнений приведены в табл. 4.1.
Таблица 4.1. Рекомендуемые способы и средства очистки поверхностей объектов ремонта
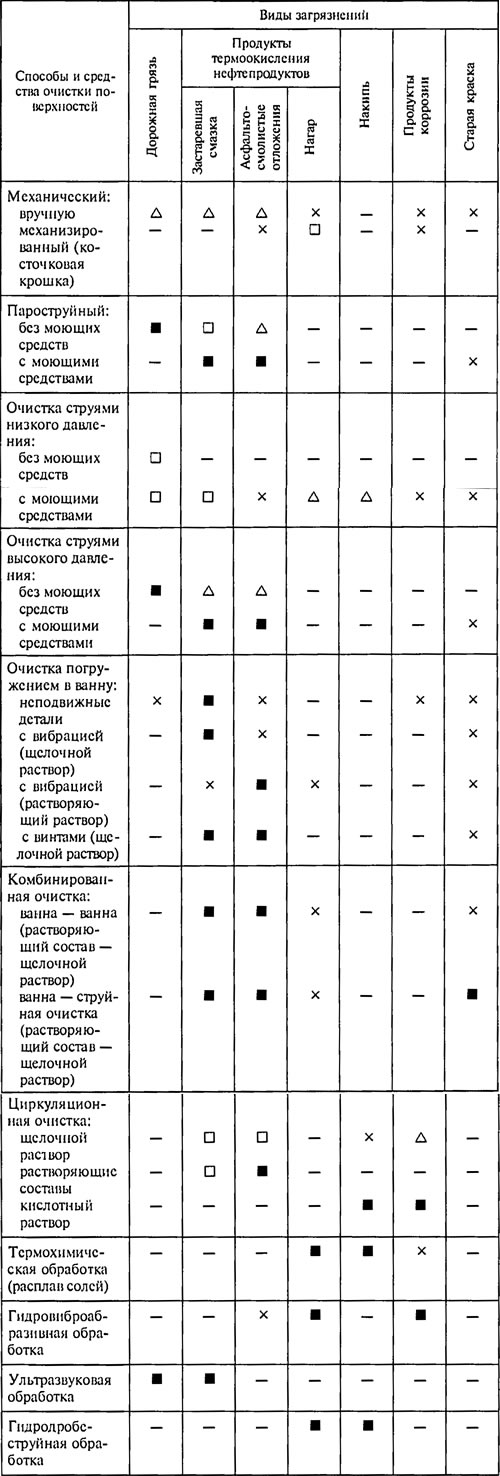
Примечание. Данные приведены для обычно используемых средств очистки (□), а также средств, применение которых перспективно (■), малоэффективно (△), не всегда эффективно (х) и нецелесообразно (—).
Способы и средства мойки
Моющее действие базируется на смачивании, эмульгировании и пептизации. Пептизация — процесс перехода нерастворимого вещества в состояние коллоидного раствора под действием пептизаторов.
При этом широко используются:
- поверхностно-активные вещества (ПАВ), входящие в моющие средства в виде добавок ОП-7 и -10 (концентрация 2...6 г/л);
- синтетические моющие средства (СМС) типа Лабомида и МС;
- растворы едкого натра, или каустической соды (каустика), NaOH (менее 1,5%) и кальцинированной соды.
Применение СМС является весьма перспективным, так как их моющая способность выше, а сроки службы больше, чем у растворов каустической соды, они более экономичны, нс вызывают коррозии черных металлов, нс разрушают детали из алюминиевых сплавов, не оказывают вредного воздействия на кожу и одежду рабочих. Детали, вымытые в этом растворе, нс требуют последующего ополаскивания водой, что упрощает конструкцию моющего оборудования.
Значительное число ремонтируемых деталей моют в водных растворах электролитов (кальцинированной соды, фосфатов и силикатов) и синтетических поверхностно-активных веществ ПАВ усиливают смачивающее, эмульгирующее (отрыв жидкой фазы загрязнений) и стабилизирующее действие растворов, а наличие щелочных добавок повышает их эффективность. Высокоэффективные моющие растворы приготавливают из трех-четырех различных щелочных добавок и ПАВ одного-двух наименований.
В качестве щелочных добавок применяют едкий натр, кальцинированную соду, жидкое стекло, метасиликат натрия, тринатрийфосфат и триполифосфат натрия, а в качестве ПАВ — сульфонат, сульфанолы НП-1 и -3, препараты ОС-20, ОП-4 и -10, Проксанол-186, Синтамид-5, синтанол ДС-10, оксифосы Б и КД-6.
Тринатрийфосфат и триполифосфат натрия, входящие в состав моющих средств, умягчают воду и улучшают диспергирующие (измельчающие) свойства растворов, а силикаты (метасиликат натрия и жидкое стекло) выполняют роль ингибиторов коррозии, улучшают диспергирующие свойства растворов и предотвращают повторное осаждение загрязнений из раствора на очищенную поверхность.
Составы наиболее распространенных СМС приведены в табл. 4.2. Для струйной мойки рекомендуются Лабомид-101 и МС-6 с концентрацией 10...20 кг/м3 при рабочей температуре растворов 70...85°С.
Таблица 4.2. Состав, %, синтетических моющих средств
| Компонент моющего средства | Марки моющих средств | ||
| МС-6 | МС-8 | Лабомил-101 | |
| Кальцинированная сода | 40 | 38 | 50 |
| Триполифосфат натрия | 25 | 25 | 30 |
| Метасиликат натрия | 29 | 29 | 16,5 |
| Синтанол ДС-10 | 6 | — | 3,5 |
| Синтамид-5 | — | 8 | — |
Недостатком СМС в случае их использования для струйной обработки является повышенное ценообразование при увеличении концентрации растворов и рабочего давления или подсосе воздуха в нагнетательную систему. Для устранения пенообразования в раствор следует вводить по мере появления пены пеногасящие добавки (дизельное топливо, керосин, уайт-спирит) в количестве 0,2...0,3% объема раствора.
Для очистки погружением в качестве моющих средств применяют Лабомид-203, МС-8 и -15 с концентрацией 20...30 кг/м3 при рабочей температуре растворов 80...100°C. Эти моющие средства существенно эффективнее растворов каустической соды.
Интенсивность процесса очистки деталей погружением повышают с помощью устройств для создания струйных или вибрационных потоков за счет перемешивания раствора в ванне при перемещении деталей. В этих и подобных условиях длительность очистки сокращается в 1,5—2 раза по сравнению с очисткой в обычных ваннах.
Для удаления асфальтосмолистых отложений с деталей автомобиля используют растворители и растворяюще-эмульгирующие средства (РЭС). Рассмотрим особенности наиболее распространенных растворителей, в состав которых входят углеводороды разных классов:
- хлорированные (тетрахлорэтилен, трихлорэтилен, хлорид метилена, тетрахлорид углерода, дихлорэтан) — хорошо растворяют лакокрасочные покрытия, пожаробезопасны, но обладают высокой токсичностью;
- ароматические (ксилол и др.) — хорошо растворяют минеральные масла и асфальтосмолистые отложения, но они также токсичны;
- предельные (дизельное топливо, керосин, бензин, уайт-спирит) — хорошо растворяют минеральные масла, пластичную смазку и консервационные составы; в ряду растворителей они наименее токсичны.
К особому классу углеводородов — кетонам — относится ацетон, который применяется в основном как компонент для удаления лакокрасочных покрытий.
Для очистки деталей от асфальтосмолистых отложений при низкой температуре рекомендуются растворяюще-эмульгирующие средства АМ-15 и Ритм-76. Они удаляют эти отложения за счет частичного их растворения с последующим эмульгированием оставшихся загрязнений. Средство АМ-15 приготавливают с использованием в качестве растворителя ксилола, а Ритм-76 — на основе хлорированных углеводородов типа трихлорэтилена.
С помощью РЭС можно очищать детали из черных металлов и алюминиевых сплавов. Сравнение моющей способности растворов СМС и РЭС при одинаковом способе применения в погружных машинах свидетельствует о значительно более высокой эффективности.
Очистка деталей от твердых отложений
Существует несколько способов очистки деталей от нагара, накипи, коррозии и старой краски: механический, термохимический и комбинированный. Рассмотрим подробнее каждый из них.
Механическая очистка от твердых отложений осуществляется при помощи металлических щеток, обдувкой косточковой крошки, металлическим песком, гидропескоструйной или гидродробеструйной обработкой (перед очисткой деталей с их поверхности должны быть удалены масляные и асфальтосмолистые загрязнения). Во всех случаях внешние тела ударяются о поверхность детали со скоростью 20...30 м/с и отбивают при каждом соударении частицу твердых отложений. Например, при гидродробеструйной обработке двумя соплами гильзы цилиндров автомобиля ЗИЛ-130 на высококачественную очистку от накипи в автоматическом режиме затрачивается нс более 5 мин.
Для очистки деталей из мягких материалов, например из алюминиевых сплавов, весьма эффективно применение косточковой крошки, получаемой из скорлупы орехов, косточек вишни, урюка и т. п. Крошка удаляет загрязнение, нс повреждая поверхности деталей.
Термомеханическая очистка деталей проводится в щелочном расплаве, содержащем, %, едкий натр (65), нитрат натрия (30) и хлорид натрия (5), при температуре (400±20)°C. Для очистки деталей от нагара, накипи и ржавчины в щелочном расплаве применяют установки тип ОМ-4944 и -5458.
Комбинированная очистка включает в себя кроме общепринятых методов ультразвуковую и виброабразивную обработку, а также использование электрогидравличсского эффекта (эффект Юткина).
Высококачественная очистка мелких деталей (толкатели, нормали, клапаны, пружины и т.п.) проводится в сетчатом барабане, который заполняется до 75% вместимости. Барабан опускают в ванну с жидким наполнителем, например керосином, дизельным топливом, Лабомидом-203 или МС-8, и вращают с частотой 16...18 мин-1.
Очистка деталей, имеющих небольшие размеры, но сложную конфигурацию (например, детали электрооборудования или системы питания), осуществляется в моечной установке с помощью ультразвука. Его моющее действие заключается в том, что колебания, создаваемые ультразвуковым генератором, например УЗГ-10 (цифра указывает частоту колебаний, в данном случае 10 кГц), образуют в воде вакуумные пузырьки. При соприкосновении с поверхностью детали эти пузырьки схлопываются, вырывая частицы с поверхности детали, т.е. очищая ее. Это явление называют кавитацией.
Электрогидравлическая очистка, основанная на эффекте Юткина, весьма эффективно применяется для удаления твердых отложений на деталях. Используя этот эффект, можно измельчить глыбу камня в порошок. Деталь с твердыми отложениями помещают в бак с водой, рядом устанавливают два электрода, на которые от конденсаторной батареи подают импульс напряжения не менее 20 кВ. В результате деталь становится чистой за долю секунды. Это высокопроизводительный процесс, однако его проведение требует специальных закрытых помещений и оборудования с хорошим заземлением. Такое оборудование целесообразно устанавливать в крупных АРО.
Для удаления накипи и продуктов коррозии детали обрабатывают в 10...12%-ной ингибированной соляной кислоте при температуре 75...80°C в течение 20...25 мин с последующим ополаскиванием в растворе кальцинированной соды (5 кг/м3) и тринатрийфосфата (2 кг/м3).
Старые лакокрасочные покрытия удаляют обработкой деталей в щелочных растворах каустической соды (80...100 кг/м3) при темпера rjре 80...90 С в течение 60...90 мин. Затем детали промывают горячей водой, после чего проводят пассивирование их поверхности в ванне с раствором нитрита натрия (5 кг/м3) при температуре 50...60°С Если детали нельзя обрабатывать в щелочных растворах по технологическим или конструктивным соображениям, то старую краску удаляют при помощи смывок или растворителей. Продолжительность очистки, мин, при использовании смывок такова: СД (СП) — 5, СД (ОБ) — 30 и АФТ-1 — 20 при расходе соответственно 0,17; 0,15 и 0,25 кг/м3. Для повышения разрушающего действия смывки АФТ-1 в нее добавляют фосфорную кислоту (0,015 м3 на 1 м3 смывки).
Для очистки масляных каналов блока цилиндров и коленчатого вала рекомендуется применение установок с пульсирующим потоком жидкости типа ОМ-3600. Очистку деталей от консервационной смазки проводят в растворе Лабомида-101 (10 кг/м3) при температуре 100°С.
Поддержание моющей способности раствора зависит от контроля его концентрации. Контроль проводится по плотности раствора с использованием индикаторной бумаги и методом титрования.