
Одним из основных условий повышения качества разборочных работ является надлежащий уровень их механизации и автоматизации. Например, если при разборке подвески или колеса у вас под рукой окажется баллончик с керосином, которым вы смажете прикипевшие болты, то сохранится резьба, а болты, возможно, окажутся пригодными для повторного использования. Если же ваш участок оборудован ультразвуковой установкой, различными съемниками и другими приспособлениями, то при разборке число деталей, годных для восстановления, многократно увеличится. При этом значительно уменьшится доля непроизводительного труда рабочих. Следует отметить, что механизация отдельных операций при разборке повышает производительность труда в среднем на 5...6% в год, в то время как комплексная механизация обеспечивает рост производительности труда в 2—2,5 раза. Безусловно, при этом должны быть разработаны комплексные технологические процессы по всему циклу производства, включая транспортные, вспомогательные и складские работы.
Средства технологического оснащения процесса разборки
Речь пойдет о технологическом оборудовании, технологической оснастке, приспособлениях и инструменте. Главная особенность процесса разборки состоит в том, что при любом его виде в той или иной степени используются почти все перечисленные средства. Следует напомнить, что разборочные работы являются трудоемкими. Поэтому основной задачей в данном процессе является максимально возможная механизация, применение подъемно-транспортных устройств, разборочных стендов, прессов и т.п.
Технологическое оборудование включает в себя значительное число различных устройств, предназначенных для выполнения разборки:
- транспортные средства для перевозки любого автомобиля после ДТП с существенными повреждениями;
- домкраты для подъема ремонтируемого изделия на высоту 200...400 мм;
- краны (мостовые, поворотные, консольные, козловые, краны-штабелеры);
- конвейеры (грузонесущие, грузоведушие, тележечные, пластинчатые, роликовые, подвесные);
- стропы, расчалки, захваты и траверсы для подвешивания грузов к крану или захвату подвижною блока полиспаста и т.п.
Технологическая оснастка — это средства, предназначенные для выполнения конкретных операций при разборке. Например, чтобы снять колесо, сначала вы вывешиваете его при помощи домкрата. Затем берете ручную машинку с электрическим, пневматическим или гидравлическим приводом, предварительно установив в ней сменную торцовую головку под размер гайки, которую необходимо отвернуть. Конечно же, вы нс забываете установить ограничительный упор для компенсации реактивного крутящего момента при подаче электропитания к ручной машинке и отвертывании гайки.
Приспособления — это средства, позволяющие повысить качество работы по разборке узлов и агрегатов. Например, вам нужно разобрать подшипниковый узел. Вам не удастся сделать это без одного из съемников, изображенных на рис. 4.2. Специальные приспособления обеспечивают строгую соосность при перемещении под действием силы одной детали относительно другой, что исключает случайные перекосы, задиры, заклинивание и аналогичные дефекты.
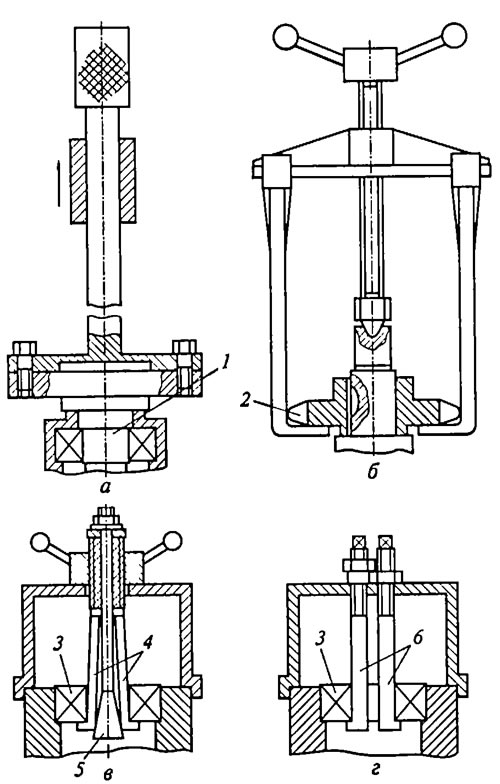
Рис. 4.2. Варианты съемников для выпрсссовки деталей автомобиля: а - вала; б - шестерни; в - подшипника при помощи конусной оправки и цанговой разжимной втулки; г - подшипника при помощи двух поворотных болтов; 1 - вал; 2 - шестерня; 3 - подшипник; 4 - разжимная втулка; 5 - конусная оправка; 6 - поворотные болты
Инструмент — это средство прямого воздействия на предмет труда с целью изменения его состояния. Число видов инструментов чрезвычайно велико. Имея стандартные инструменты, каждый опытный автомобилист совершенствует и дорабатывает их для своих целей. Однако для разборочных работ в авторемонтных цехах или мастерских должны применяться только инструменты, соответствующие ГОСТу.
В единичном производстве, как правило, используются ручные инструменты. При разборке резьбовых соединений применяют ключи разных конструкций: с открытым зевом, кольцевые (накладные), торцовые, разводные, трещоточные, шарнирные, для шлицевых гаек, гаек с отверстиями (рожковые), шпилек и т.д. Кроме ключей используют отвертки, пассатижи, выколотки, оправки и т.д. Существует комплект инструментов слесаря-монтажника, включающий в себя 59 их видов.
При большом объеме работ по разборке резьбовых соединений применяют гайко-, шурупо-, шпилько- и муфтоверты. При разборке групповых резьбовых соединений принимают многошпиндельные гайковерты. Если масса ручной машинки превышает 3 кг, то ее поднимают над рабочим постом на эластичных или жестких подвесках. Эластичные подвески не воспринимают реактивный крутящий момент, поэтому их рекомендуется применять для машин, развивающих крутящий момент до 100 Н·м.
Как показывает практика, соединения двух деталей при помощи посадок составляют около 20% всех видов соединений. Для разборки таких соединений используют прессы и съемники. Съемники могут иметь ручной (винтовой, рычажно-реечный), гидравлический, пневматический или пневмогидравлический привод. В зависимости от назначения съемники могут быть специальные, предназначенные для выполнения одной конкретной операции, и универсальные, позволяющие снимать различные детали.
Виды разборки
Существуют следующие признаки, определяющие вид разборки: объект разборки, ее стадия, организация производства, последовательность разборки, механизация и автоматизация разборки, подвижность объекта разборки. Рассмотрим подробнее каждый из перечисленных признаков.
Объектами разборки являются автомобиль или его составные части, поступившие в авторемонтную организацию.
Стадией разборки определяется степень ее законченности.
Организация производства ориентируется на оптимизацию процесса разборки автомобиля или его узлов в условиях данной АРО.
Последовательность разборки предусматривает порядок разборки автомобиля или его составных частей: разборочные операции выполняются одна за другой или одновременно.
Механизацией и автоматизацией разборки оценивают степень замены ручного труда машинным.
Подвижность объекта разборки характеризует возможность перемещения автомобиля или его составных частей с одного места на другое.
В зависимости от объема производства разборку организуют на поточных линиях или стационарных постах. При этом посты подразделяются па универсальные, специализированные и смешанные. При выполнении разборочных работ на поточных линиях объекты ремонта могут быть неподвижными или перемещаемыми. Такие линии бывают одно- и многопредметными, прерывно- и непрерывно-поточными.
Наиболее прогрессивной формой организации разборочного процесса является поточная. Она обеспечивает повышение качества разборки и снижение себестоимости работ. В частности, в этом случае возрастает сохранность инструментов на 30 %, увеличивается интенсивность использования технологической оснастки на 50 % и производительность труда разборщиков на 20%.
Групповая поточная линия позволяет одновременно выполнять разборку агрегатов разных наименований с последовательным чередованием их в зависимости от наличия ремонтною фонда и потребности в объектах для линии сборки. Для повышения производительности и качества выполняемых работ при одновременном снижении материальных затрат рекомендуется использование типовых технологических процессов.
Объекты разборочных работ в зависимости от их размеров делятся:
- 1) па классы — крупные комплексы разборочных работ, для выполнения которых целесообразно создание отдельною участка;
- 2) подклассы — менынис комплексы разборочных работ в пределах класса, связанные общим характером их выполнения;
- 3) группы — несколько видов разборочных работ в пределах данного подкласса, выполняемых на однотипном оборудовании;
- 4) подгруппы — небольшие по объему работы, выполняемые в пределах данной группы с применением однотипной оснастки.
Технологический процесс разборки
Этот процесс непосредственно зависит от степени относительной подвижности деталей и возможности их демонтажа. По конструкции и условиям эксплуатации соединения деталей разделяют на подвижные и неподвижные. Кроме того, в зависимости от возможности демонтажа соединения подразделяют на разъемные (свободно разбираемые) и неразъемные (неразборные) В современных машинах разъемные соединения составляют до 85% всех соединений. Такие соединения могут быть полностью разобраны без повреждения соединяющих и скрепляющих их деталей.
В соответствии с классификацией разборке подлежат следующие соединения:
- неподвижные разъемные (например, резьбовые, шпоночные);
- неподвижные неразъемные (прессовые, заклепочные и т.п );
- подвижные разъемные (валы — подшипники скольжения, плунжеры — втулки);
- подвижные неразъемные (характерны для некоторых типов подшипников качения, запорных клапанов и др.).
Для расширения зтой классификации можно учесть типы разъединяемых деталей машин но технологическим признакам, а именно; вывинчивание резьбовых соединений, выпрсссовка, разъединение заклепочных, вальцовочных, сварных, паяных, клеевых и других соединений.
Разборка неподвижных разъемных соединении, например вывертывание болтов и шпилек, выполняется с помощью гайко-, шпиль-ковертов или на стационарных установках. Если шпилька была сломана, ее удаляют в зависимости от размера выступающей над плоскостью детали части следующими способами:
- 1) на выступающую часть навертывают гайку, контргайку и вывинчивают остаток шпильки;
- 2) приваривают к шпильке гайку;
- 3) вырубают шлиц или сверлят отверстие в шпильке и при помощи экстрактора или бора вывинчивают ее так, чтобы не повредить резьбу детали.
Разборка неподвижных неразъемных соединений, например сварных, паяных, клеевых, заклепочных, с гарантированным натягом (прессовых и горячепрессовых), проводится редко.
К особенностям разборки прессового соединения следует отнести выбор необходимого усилия, которое должно быть приложено к одной из деталей (охватываемой или охватывающей), для смешения их относительно друг друга. С учетом силы трения между контактирующими деталями и адгезионной связи в зоне контакта усилие для выпрессовки должно превышать усилие, которое применялось при запрессовке, не менее чем на 20%.
С целью уменьшения усилия, необходимого для разборки прессового соединения, а также обеспечения сохранности контактных поверхностей в зону сопряжения предварительно вводят масло (желательно под давлением). Во избежание появления задиров для выпрессовки используют специальные оправки или съемники. Широко применяются винтовые съемники, в которых усилие передается через шаровую пяту.
Разборка соединений с натягом выполняется с помощью оправок, подкладок и других приспособлений из мягких материалов (латунь, медь, алюминий) для исключения повреждения деталей. Выколотки должны быть изготовлены из материала более мягкого, чем выпрсссовываемая деталь.
Разборочные работы при недостаточном оснащении их современным оборудованием весьма трудоемки. Например, механизированный инструмент для разборки резьбовых соединений при КР должен иметь крутящий момент, превышающий в 1,2—2,5 раза крутящий момент при сборке Поэтому для выполнения разборочных работ требуется пневматический и электрический инструмент инерционно-ударного типа, развивающий большие крутящие моменты, например реверсивно-ударный импульсный электрогайковерт С-681 и др.
При разборке соединений с натягом применяют различные съемники и прессовое оборудование. Вывинчивание шпилек из корпусных деталей выполняют с помощью цанговых и эксцентриковых ключей.
В зависимости от программы и организации производства разборка агрегатов на узлы и детали, а также узлов на детали осуществляется поточным способом на тележках конвейера и механизированных эстакадах или тупиковым способом на различного типа стендах и приспособлениях.
Для разборки шасси легкового автомобиля требуется подъемник-опрокидыватель, для разборки агрегатов — механизированная эстакада или стенды, для разборки узлов (например, узла барабана со ступицей и др.) необходимы стенды. Снятые детали укладывают в металлические сетчатые корзины и подают к рабочим местам мойки.