
Budete potrebovať: prenosnú lampu, sadu plochých sond, pravítko, posuvné meradlo, posuvné meradlo, mikrometer, škrabku.
1. Očistite hlavu piestu od usadenín uhlíka. Ak má piest škrabance, stopy vyhorenia, hlboké škrabance, praskliny, piest vymeňte. Vyčistite drážky pre piestne krúžky. Je vhodné to urobiť s kúskom starého prsteňa.

2. Vyčistite otvory na vypúšťanie oleja pomocou vhodného drôtu.
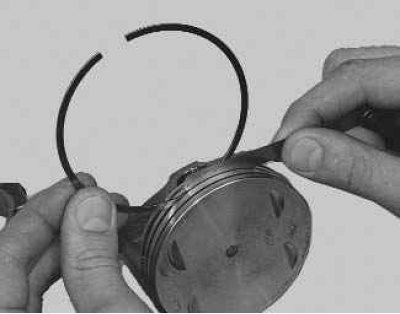
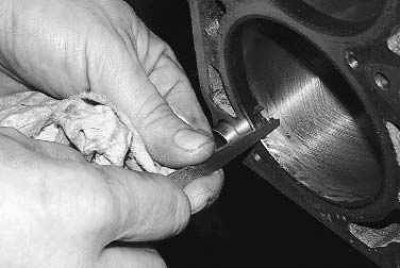
3. Skontrolujte vôle medzi krúžkami a drážkami na pieste, pričom najskôr očistite krúžky od usadenín.

Menovitá vzdialenosť, mm:
- 0,04–0,075 - horný kompresný krúžok 1;
- 0,03–0,065 - spodný kompresný krúžok 2;
- 0,02–0,055 - krúžok na stieranie oleja 3.
Maximálna povolená vôľa pre všetky krúžky je 0,15 mm.
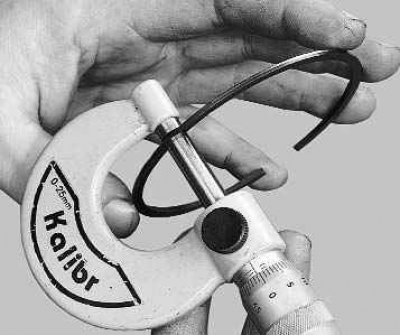
4. Najpresnejšie medzery je možné určiť meraním krúžkov a drážok na pieste. Za týmto účelom zmerajte hrúbku krúžkov mikrometrom na niekoľkých miestach po obvode, potom pomocou sady spáromerov zmerajte šírku drážok aj na niekoľkých miestach po obvode. Vypočítajte priemerné klírensy (rozdiel medzi hrúbkou krúžku a šírkou drážky). Ak aspoň jedna z medzier presahuje maximálnu povolenú hodnotu, vymeňte piest za krúžky.
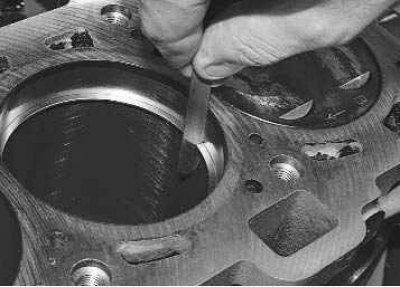
5. Zmerajte medzery v zámkoch krúžkov vložením krúžku do špeciálneho tŕňa. Ak tam nie je tŕň, vložte krúžok do valca, v ktorom fungoval (alebo bude fungovať, ak je prsteň nový), zasuňte piest ako tŕň do valca tak, aby bol vo valci nainštalovaný rovnomerne, bez skreslenia a zmerajte medzeru v zámke krúžku pomocou spáromeru. Menovitá medzera musí byť 0,25 – 0,45 mm, čo je maximálne prípustné (v dôsledku opotrebovania) - 1,0 mm. Ak medzera presahuje limit, vymeňte krúžok.
6. Ak je medzera menšia ako 0,25 mm, konce krúžku opatrne obrúste ihlovým pilníkom.
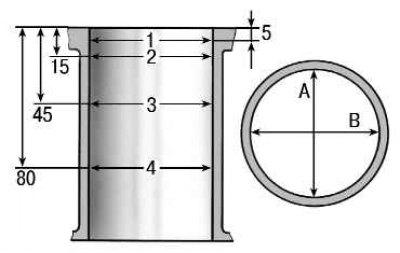
Ryža. 5.14. Schéma merania valca
7. Zmerajte priemery valcov v dvoch kolmých rovinách (ryža. 5.14) (B - pozdĺž, A - cez blok valcov) a štyri pásy (1, 2, 3 a 4). Na to potrebujete špeciálne zariadenie - strmeň. Nominálna veľkosť valca (pozri tabuľku. 5.1), ovalita a zúženie by nemali presiahnuť 0,05 mm. Ak je maximálna hodnota opotrebenia väčšia ako 0,15 mm alebo nerovnosť presahuje špecifikovanú hodnotu, vyvŕtajte valce na najbližší nadmerný rozmer piestov, pričom pre priemer honovania ponechajte toleranciu 0,03 mm. Potom honovanie valcov, udržiavanie takého priemeru, aby pri inštalácii piestu bola vypočítaná vôľa medzi ním a valcom 0,025–0,045 mm. Odstraňovanie porúch, vŕtanie a honovanie bloku by sa malo vykonávať v dielňach so špeciálnym vybavením.
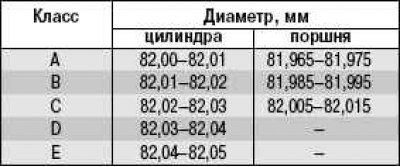
Tabuľka 5.1. Nominálne veľkosti valcov a piestov
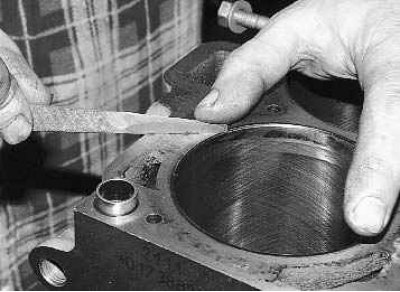
8. Skontrolujte odchýlku od rovinnosti povrchu objímky bloku s hlavou valcov. Pripevnite strmeň (alebo pravítko) do lietadla:
- v strede bloku;
- v pozdĺžnom a priečnom smere;
- pozdĺž uhlopriečok roviny.
V každej polohe pomocou plochého spáromeru určte medzeru medzi pravítkom a rovinou. Toto je odchýlka od rovinnosti. Ak odchýlka presiahne 0,1 mm, vymeňte blok.

9. Skontrolujte vôle medzi piestami a valcami. Vôľa je definovaná ako rozdiel medzi nameranými priemermi piesta a valca. Menovitá medzera je 0,025–0,045 mm, maximálna povolená medzera je 0,15 mm. Ak medzera nepresahuje 0,15 mm, je možné zvoliť piesty z nasledujúcich tried tak, aby bola medzera čo najbližšie k nominálnej hodnote. Ak medzera presahuje 0,15 mm, vyvŕtajte valce a nainštalujte piesty s príslušnou veľkosťou. Odmerajte priemer piesta vo vzdialenosti 10 mm od spodného okraja obruby v rovine kolmej na piestny čap.
10. Pri výmene dielov ojnice a skupiny piestov je potrebné vybrať piesty pre valce podľa triedy a jednu skupinu podľa hmotnosti, ako aj piestne čapy pre piesty podľa triedy a ojnice podľa hmotnosti. Ak chcete priradiť piesty k valcom, vypočítajte medzeru medzi nimi. Pre pohodlie pri výbere piestov pre valce sú rozdelené v závislosti od priemerov do piatich tried po 0,01 mm: A, B, C, D, E (tab. 5.1).
Náhradné diely sú dodávané s piestami nominálnej veľkosti troch tried: A, C, E a dvoch opravných veľkostí (1. veľkosť opravy - zvýšená o 0,4 mm, 2. - o 0,8 mm).
Podľa hmotnosti sú piesty rozdelené do troch skupín: normálne, zvýšené o 5 g a znížené o 5 g Na motore musia byť nainštalované piesty rovnakej skupiny.
Pre nadrozmerné piesty sú náhradné diely dodávané s nadrozmernými krúžkami zväčšenými o 0,4 a 0,8 mm. Na krúžkoch 1. opravnej veľkosti je vyrazené číslo «40», 2. - «80».
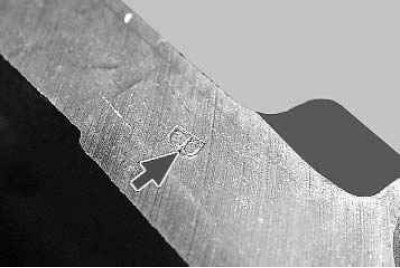
11. Označenia triedy valcov sú vyrazené na spodnej rovine bloku (spojovacia plocha pre olejovú vaňu) oproti každému valcu.
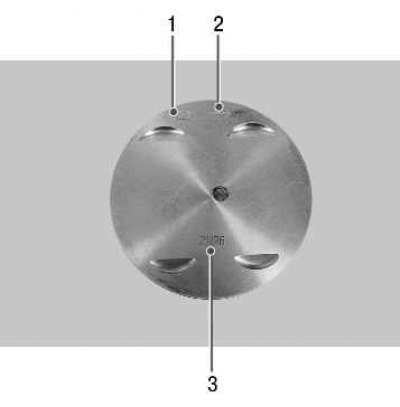
12. Na spodnej časti piestu sú vyrazené tieto údaje: 1 - trieda piestu podľa priemeru; 2 - šípka ukazujúca smer inštalácie piesta; 3 - model motora.

13. Vymeňte popraskané prsty. Prst by mal ľahko vstúpiť do piestu silou palca. Vložte prst do piestu. Ak pri potrasení prstom pocítite vôľu, vymeňte piest. Pri výmene piestu vyberte prst podľa triedy.
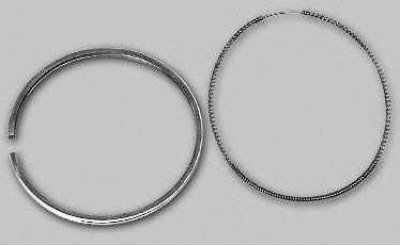
14. Vymeňte zlomené krúžky a expandér olejových krúžkov.

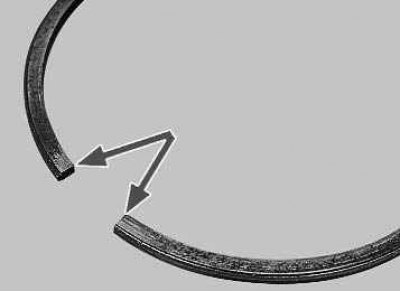
15. Vymeňte zlomené alebo prasknuté poistné krúžky držiace piestny čap. Konce poistných krúžkov musia byť v rovnakej rovine. Vymeňte ohnuté krúžky.
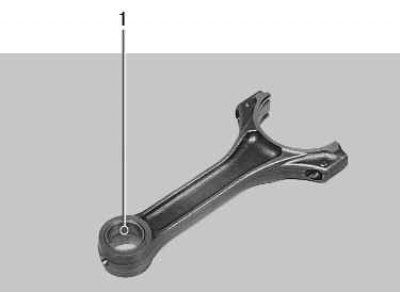
16. Vymeňte ohnuté ojnice. Ak sú na objímke 1 hornej hlavice ryhy a hlboké ryhy, vymeňte ojnicu. Ojnicu vymeňte, ak pri demontáži motora zistíte, že sa ojničné ložiská v ojnici otočili.
Pozor! Spojovacie tyče sú spracované spolu s krytmi, takže sa nedajú demontovať.

17. Vložte prst do hornej časti tyče. Ak pri kývaní prstom pocítite vôľu, vymeňte spojovaciu tyč. Ojnice s uzávermi sú rozdelené do tried podľa hmotnosti hornej a dolnej hlavy.
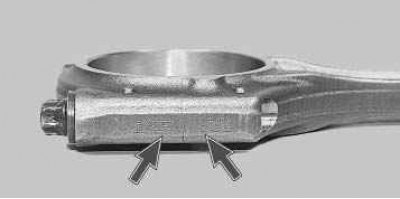
18. V motore musia byť namontované ojnice rovnakej triedy. Označenie ojnice je na spodnej hlave a viečku ojnice.

19. Ak existujú hlboké riziká, škrabance, ryhy na povrchoch, na ktorých fungujú tesnenia, je potrebné vymeniť kľukový hriadeľ.

20. Zmerajte hlavné a ojničné čapy kľukového hriadeľa. Menovité priemery čapov kľukového hriadeľa, mm:
- domorodé - 50,799–50,819;
- ojnica - 47,830–47,850.
Ak opotrebenie alebo ovalita krčkov presiahne 0,03 mm, musia sa obrúsiť na najbližší opravný rozmer.
Existujú štyri veľkosti opravy so zníženým priemerom hrdla, mm:
- prvý - 0,25;
- druhá - 0,5;
- tretí - 0,75;
- štvrtý - 1,00.
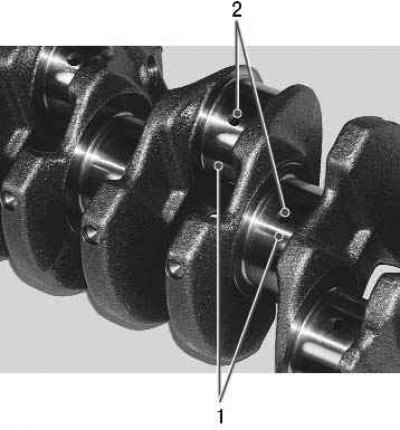
21. Ak sú na čapoch hlavnej a ojnice 1 menšie škrabance, riziká, škrabance, musíte ich obrúsiť na najbližší opravný rozmer. Túto prácu sa odporúča vykonávať v špecializovanej dielni. Po vybrúsení vyleštite krčky a zmatnite ostré hrany skosení olejových kanálikov 2 brúsnym kužeľom. Umyte kľukový hriadeľ a vyfúknite olejové kanály stlačeným vzduchom. Oválnosť a zúženie všetkých krčkov po brúsení by nemali presiahnuť 0,005 mm. Po brúsení hrdla namontujte puzdrá opravných veľkostí.
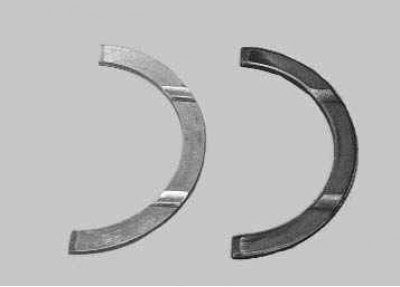
22. Ak sú na pracovných plochách prítlačných polkrúžkov ryhy, riziká a delaminácie, vymeňte polkrúžky. Je zakázané vykonávať akékoľvek montážne práce na polkrúžkoch.
23. Zmerajte axiálnu vôľu kľukového hriadeľa. Za týmto účelom nainštalujte kľukový hriadeľ a prítlačné polokrúžky do bloku valcov a utiahnite skrutky zaisťujúce uzávery hlavného ložiska (cm. «Zostava motora»).
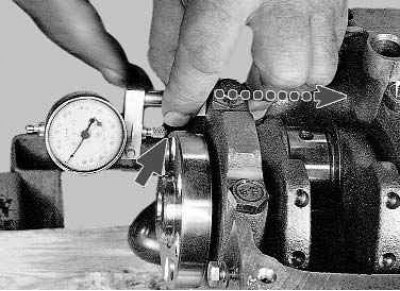
24. Nainštalujte indikátor tak, aby jeho noha spočívala na prírube hriadeľa. Posuňte kľukový hriadeľ smerom od ukazovateľa až na doraz a nastavte ručičku ukazovateľa na nulu. Posuňte hriadeľ späť. Indikátor zobrazí medzeru. Menovitá axiálna vôľa kľukového hriadeľa je 0,06–0,26 mm, maximálna povolená hodnota je 0,35 mm. Ak medzera presahuje maximálnu povolenú hodnotu, vymeňte prítlačné polkrúžky.
Náhradné diely sú dodávané s prítlačnými polkrúžkami dvoch veľkostí: nominálna - 2,31–2,36 mm a opravná (zvýšená o 0,127 mm) - 2,437–2,487 mm.

25. Skontrolujte ojnicu a hlavné ložiská. Vymeňte vložky s prasklinami, škrabancami, odreninami. Je zakázané vykonávať akékoľvek nastavovacie práce na vložkách.
Menovitá hrúbka vložiek, mm:
- domorodé - 1,824–1,831;
- ojnica - 1,723–1,730.
Vložky sú dodávané v náhradných dieloch v štyroch opravných veľkostiach, zvýšená hrúbka, mm:
- prvý - o 0,25;
- druhá - o 0,50;
- tretí - o 0,75;
- štvrtý - o 1:00.
26. Skontrolujte vôle medzi uvoľnenými listami radikálových ložísk a hrdlami kľukového hriadeľa. Túto prácu sa odporúča vykonávať v špecializovanej dielni. Odmerajte priemery čapov a hlavných ložísk namontovaním krytov ložísk na blok a ich utiahnutím na správny krútiaci moment. Vypočítajte klírens. Vôle medzi ložiskami a čapmi kľukového hriadeľa:
- hlavné ložiská (nominálne 0,026–0,073 mm, maximálne prípustné 0,15 mm);
- ojničné ložiská (nominálne 0,02–0,07 mm, maximálne prípustné 0,1 mm).
Ak medzera prekročí maximálnu povolenú hodnotu, kľukový hriadeľ musí byť brúsený na ďalšiu veľkosť opravy.
Pozor! Pri prebrúsení ojnice a hlavných čapov kľukového hriadeľa na opravný rozmer na prvé líce kľukového hriadeľa je potrebné nalepiť príslušnú známku, napr. W 0,25 a K 0,25.
27. V špecializovanej dielni si môžete zmerať hádzanie čapov kľukového hriadeľa.
Beat by mal byť:
- hlavné čapy a dosadacia plocha pre hnacie koleso olejového čerpadla nie viac ako 0,03 mm;
- pristávacia plocha pre zotrvačník nie je väčšia ako 0,04 mm;
- pristávacia plocha pre kladky a tesnenia nie je väčšia ako 0,05 mm.

28. Dôkladne vyčistite a prepláchnite olejové kanály kľukového hriadeľa.

29. Neodporúča sa vytláčať zátky sami, obráťte sa na špecializovanú dielňu.
30. Dôkladne očistite povrchy bloku valcov od zvyškov starých tesnení. Starostlivo skontrolujte blok. Ak sa zistia praskliny, blok sa musí nahradiť kompletným krytom hlavného ložiska.
31. Skontrolujte tesnosť chladiaceho plášťa bloku valcov. Za týmto účelom upchajte otvor pre vodné čerpadlo (inštalácia čerpadla s tesnením) a do chladiaceho plášťa nalejte nemrznúcu zmes. Ak je na akomkoľvek mieste viditeľný únik, blok je netesný a musí sa vymeniť.
32. Skontrolujte valce. Ak sú na zrkadle valca škrabance, škrabance, škrupiny a iné chyby, vyvŕtajte valce na veľkosť opravy (túto prácu sa odporúča vykonávať v špecializovanej dielni) alebo vymeňte blok valcov. Pri rôznych chybách hlbších ako 0,8 mm nie je možné jednotku opraviť a musí sa vymeniť.
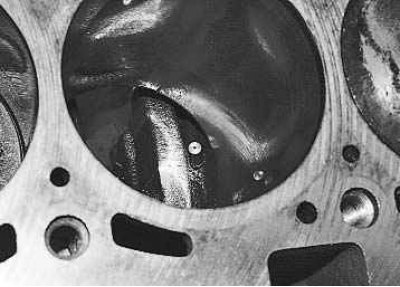
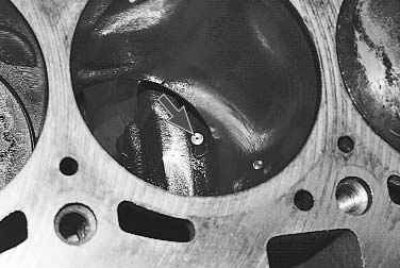
33. Odstráňte usadeniny v hornej časti valcov. Ak sa tam v dôsledku opotrebovania valca vytvoril pás, odstráňte ho škrabkou.
34. Skontrolujte prítomnosť trysiek na chladenie dna piesta a pevnosť ich dosadnutia v otvoroch lôžok bloku valcov.