
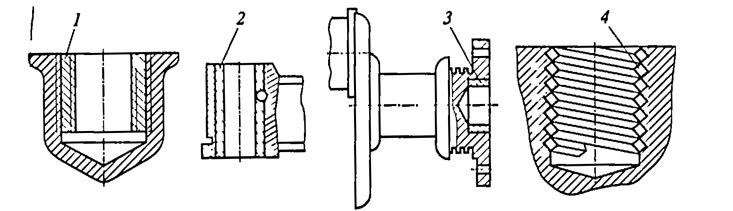
Рис. 2.14 Дополнительные ремонтные детали: 1 - ввертыш; 2, 3 - втулки; 4 - спираль «Хейли-Койл»
Запрессовка ДРД
Перед запрессовкой любой ДРД необходимо охватывающую деталь (с отверстием) нагреть, а охватываемую (вал) — охладить, при этом допускаются различные варианты проведения данного процесса. Их необходимо просчитать, исходя из условия создания достаточного натяга в соединении сопрягаемых деталей, чтобы за время соединения этих деталей (а оно исчисляется секундами) не возникло ситуаций, затрудняющих сборку, например, вследствие изменения температурного режима. Для успешного выполнения данной операции рекомендуется предварительно обеспечить соосность сопрягаемых деталей при помощи дополнительных направляющих приспособлений.
Как правило, стальные охватывающие детали нагревают в среднем до температуры 600°C, а алюминиевые — до 200°C.
Охватываемые детали охлаждают до отрицательной температуры,°C, в твердом диоксиде углерода (-78), твердом диоксиде углерода в смеси с твердым спиртом (-100), жидком кислороде (-183 ) или в жидком азоте (-196).
В случае если нет возможности нагреть или охладить детали перед сборкой, их запрессовывают при комнатной температуре, обеспечивая соосность в специальном приспособлении. При этом усилие запрессовки Pd определяют по формуле [4]
где d — диаметр контактирующих поверхностей, мм; fтр=0,08...0,1 — коэффициент трения; Lз — длина запрессовки, мм; рсж — контактное давление сжатия, МПа.
При напрессовке на вал ремонтной втулки необходимо учитывать ее минимально допустимую толщину 5|):, мм, которая определяется из условия прочности:
где n=σт/|σ| — запас прочности; |σ| — допустимое напряжение, МПа; σт — предел текучести материала втулки, МПа.
Восстановление резьбовых отверстий
В этих случаях используются резьбовые футорки. На их внутренней поверхности нарезана резьба, параметры которой равны восстанавливаемым, а диаметр наружной резьбы соответствует диаметру резьбы, вновь нарезанной в рассверленном отверстии детали. Как правило, такие футорки устанавливают с применением клея.
Известен также способ восстановления резьбовых отверстий с помощью спирали «Хейли-Койл» итальянской фирмы. Это витая спираль, в начале которой имеется загнутый «усик». Зажав его узкими плоскогубцами, спираль ввертывают до упора в предварительно расширенное резьбовое отверстие. После этого выступающую часть спирали надпиливают и отламывают. Спираль «Хейли-Койл» из легированной пружинной стали, обладающая высокой износостойкостью, обеспечивает значительную долговечность нового соединения.
Основное требование к восстановленным деталям заключается в том, что их долговечность должна составлять не менее 0,8 исходной величины. Однако в ряде случаев при использовании прогрессивной технологии на уровне изобретения могут быть достигнуты и более высокие результаты (например, долговечность восстановленных деталей будет не меньше, а значительно больше исходной).