
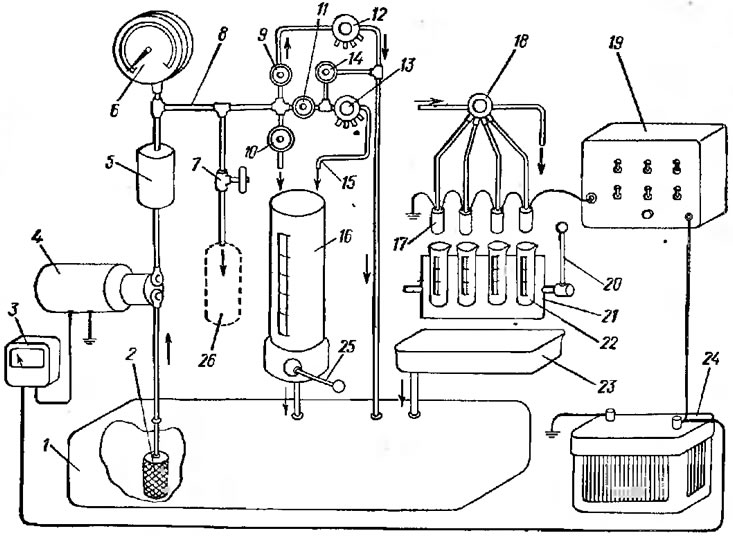
Рис. 86. Схема стенда для испытания узлов топливоподачи АВТЭ
Проверка узлов системы топливоподачи, демонтированных с автомобиля для планового контроля при ТО-2 или подготовленных для установки на автомобиль после ремонта, производится на специальном стенде, позволяющем определить основные характеристики узлов. Принципиальная схема стенда в основном воспроизводит систему топливоподачи автомобиля, дополненную измерительной аппаратурой. Такая схема в упрощенном виде показана на рис. 86. Топливо из бака 1 через фильтр-заборник 2 забирается топливным насосом 4 и через фильтр тонкой очистки 5 подается в напорную магистраль 8 стенда. Давление в магистрали поддерживается редукционным клапаном 13 и контролируется манометром 6. Топливо из редукционного клапана по трубопроводу 15 поступает в расходомер (штихпробер) 16. Расход топлива регулируется вентилем 14; остальные выходные штуцеры клапана заглушены. Измерение расхода топлива производится следующим образом. Если закрыть кран 25, то уровень топлива в колбе прибора начнет повышаться. Нужно пустить секундомер в момент, когда топливо достигнет нижнего деления, и остановить его, после того как уровень поднимется до деления, соответствующего известному объему; затем легко подсчитать часовой расход. По окончании измерения кран 25 открывается, и поступившее в расходомер топливо беспрепятственно сливается в бак 1. Пользуясь расходомером и меняя расход через редукционный клапан краном 14, можно по манометру 6 определить величину поддерживаемого клапаном давления. Если клапан нуждается в регулировке, следует отрегулировать его. Стенд может быть использован и для проверки производительности электробензонасоса. Проверяемый насос без клапанов следует включить вместо стендового насоса 4. Чтобы замерить производительность, надо при закрытых кранах 9 и 11 краном 10 установить по манометру 6 давление, равное 2 кгс/см2, и на этом режиме замерить расход. Одновременно следует зафиксировать величину потребляемого тока по амперметру 3. Полученные данные позволят оценить пригодность электронасоса к эксплуатации. Стенд может быть использован и для проверки герметичности узлов. Для этого к системе подключен второй редукционный клапан 12, регулируемый на давление 3,5 кгс/см2. Закрыв краны 10 и 11 и открыв кран 9, регулировкой клапана 12 устанавливают давление 3,5 кгс/см2 по манометру 6. Для проверки герметичности корпусов насоса, фильтра, редукционного клапана узел 26 с заглушенным выходом подключается к напорной магистрали краном 7. Таким же образом проверяется герметичность форсунок и производится регулировка клапанов насоса. Проверка характеристик электромагнитных форсунок выполняется на специальном устройстве стенда. Проверяемые форсунки 17 устанавливаются на стенд в сборе с редукционным клапаном 18. Клапан должен быть предварительно отрегулирован, как описано выше. На стенде клапан подключается к напорной магистрали 8 (на рисунке не показано). Топливо из форсунок 17 сливается в мерные цилиндры 22, установленные на поверенном штативе 21. Поворотом рукоятки 20 цилиндры могут быть подведены под жиклеры форсунок или опрокинуты для слива топлива в поддон 23. Обмотки форсунок соединены с электронным блоком 19, питаемым от аккумулятора 24. Электронный блок является генератором прямоугольных импульсов. Он настроен на несколько фиксированных длительностей (например, 4 и 12 мс) при постоянной частоте (например, 25 Гц) в соответствии с техническими условиями. Переключение программы блока осуществляется тумблерами, смонтированными на передней панели. Кроме того, в блоке имеется триггерная схема, отсчитывающая точное число импульсов — 512 или 1024 (выбор именно этих цифр определяется счетом импульсов по двоичной системе). Триггерная схема запускается нажимом пусковой кнопки и автоматически останавливает счет после прохода заданного числа импульсов. Проверка форсунок осуществляется следующим образом. После того как в напорной магистрали установлено давление, проверяется отсутствие подтеканий форсунок. Если форсунки исправны, под их жиклеры рукояткой 20 подводят мерные цилиндры, и, установив тумблерами электронного блока длительность импульсов, их частоту и отсчитываемое число, нажимают-пусковую кнопку блока. После автоматического отключения форсунок замеряют количество топлива в мерных цилиндрах; разделив Полученную величину на число отсчитанных импульсов, получают величину цикловой подачи для данного режима. Необходимая регулировка форсунок выполняется непосредственно на стенде путем изменения натяжения пружин. Для доступа к регулировочному винту 10 надо предварительно удалить винт (см. рис. 32). Характеристики форсунки должны обязательно проверяться и при необходимости регулироваться после каждой разборки. Отклонение производительности форсунок от паспортных данных приведет к ухудшению работы двигателя и может быть причиной резкого повышения токсичности отработавших газов.
Проверка узлов аппаратуры описывалась выше применительно к наиболее простым гаражным условиям. Значительно удобнее она может быть проведена на стендах, специально разработанных для этих целей.